宁波全自动包装机
给袋式包装机在医药行业的应用也具有重要意义。医药行业对产品的安全性和有效性要求极高,给袋式包装机以其无菌、防潮、防尘的特性,保障了药品的品质和安全性。其计量和控制系统,能够确保每个包装内的药品数量准确无误。同时,给袋式包装机还支持多种包装形式的切换,如瓶装、袋装等。这种多样化的包装形式不仅满足了不同药品的保存需求,还提高了药品的市场竞争力和患者用药的便捷性。在医药行业追求品质、高效率的现在,给袋式包装机无疑成为了重要的保障设备。全自动包装机,就选浙瑞包装科技,用户的信赖之选。宁波全自动包装机
我们的给袋式包装机在技术创新上不断突破,致力于为客户提供更加智能、高效的包装解决方案。通过引入人工智能和大数据技术,我们成功实现了给袋式包装机的智能化升级。现在,客户可以通过手机或电脑远程监控设备的运行状态,实时查看包装数量、合格率等关键数据。同时,给袋式包装机还具备自我学习和优化的能力。它能够根据客户的生产需求,自动调整包装参数,以达到包装效果。这种智能化的设计,不仅提高了设备的利用率,还降低了人工干预的成本,为客户带来了经济效益。杭州水平给袋式全自动包装机浙瑞包装科技为您提供专业的全自动包装机,期待您的光临!

全自动真空包装机的维护和保养:每天工作结束后,应使用干净的湿布擦拭机器的外部表面,去除灰尘、油污和包装材料的碎屑等。对于机器外壳上的污渍,可以使用温和的清洁剂进行擦拭,但要避免清洁剂进入机器内部。例如,一些食品加工厂的包装车间,在包装含有油脂的食品后,机器外壳容易沾上油渍,此时可以用稀释后的洗洁精溶液轻轻擦拭,然后用清水湿布擦净,以保持机器外观的整洁。要特别注意清洁控制面板,因为操作过程中可能会有手指印、灰尘等影响按键的灵敏度。可以使用干燥的软布擦拭控制面板,避免使用湿布以免引起短路。
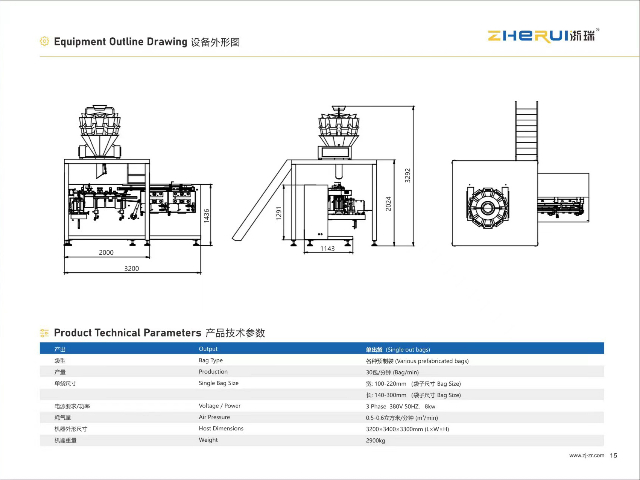
给袋式全自动包装机自动化程度高:利用机械手对用户的预制袋进行取袋、开袋、套袋和封口等操作,在微电脑的协调控制下完成灌装、打码等功能,实现了包装过程的高度自动化。减少细菌污染:机械手替代人工套袋,避免了人工操作可能带来的细菌污染,保证了产品的卫生安全。适用范围广:适用于食品、调味品等多种产品的小规格大批量自动化包装,对于颗粒、粉剂等不同形态的物料都能很好地进行包装13。操作灵活方便:设备的控制系统较为先进,操作简单,易于调整和维护,并且能够快速切换不同的包装规格9。浙瑞包装科技为您提供专业的全自动包装机,有需求可以来电咨询!
在食材包装领域,浙瑞科技的全自动真空包装机凭借微米级精度闻名业界。其真空度调节范围可达0.1-100kPa,满足从干货到液体的全品类包装需求。"动态压力补偿"技术,可根据产品特性自动调整抽气速率,避免液体沸腾或固体变形。某海鲜供应商使用该设备后,产品保鲜期延长至21天,在电商平台的差评率下降72%。设备配备的智能诊断系统可提前预警故障,将停机时间缩短至15分钟以内。为某酱料厂商设计出耐高温高压包装系统,解决了酱料灌装后胀气难题。所有定制机型均通过CE、UL等国际认证,部件采用德国进口伺服电机与日本PLC控制系统,确保稳定性与耐用性。公司建立了24小时响应机制,从方案设计到现场调试,72小时完成交付。全自动包装机,就选浙瑞包装科技,用户的信赖之选,有需求可以来电咨询!山东液体自动包装机
全自动包装机,就选浙瑞包装科技,有想法的可以来电咨询!宁波全自动包装机
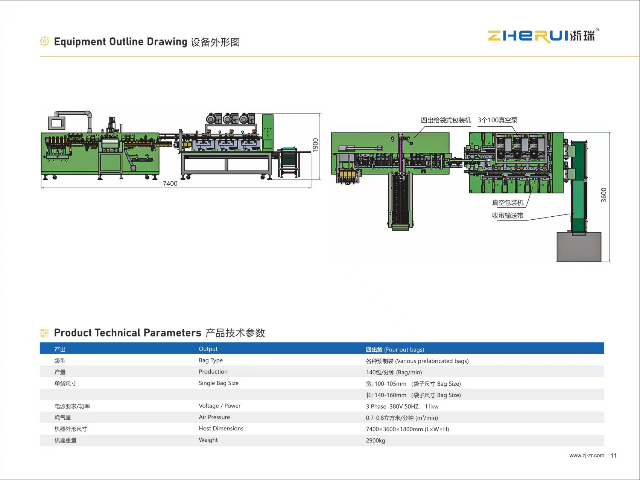
给袋式包装机在包装过程中还能够实现多种附加功能的集成。例如,可以集成打印、贴标、喷码等功能于一体,实现包装的自动化和一体化。这种集成化的设计不仅提高了生产效率,还降低了人工干预的成本和错误率。同时,给袋式包装机还支持多种包装形式的切换和定制化服务,使得客户可以根据产品的特点和需求选择合适的附加功能。这种灵活多样的附加功能不仅满足了客户的个性化需求,还提高了产品的附加值和市场竞争力。在追求品质、高效率生产,给袋式包装机的这种集成化设计无疑成为了众多企业的推荐方案。宁波全自动包装机
- 成都咸鸭蛋水平给袋式 包装机 2025-05-26
- 湖州松花蛋给袋式全自动包装机 2025-05-26
- 河南泥巴蛋给袋式全自动包装机 2025-05-26
- 海口粉剂包装机 2025-05-26
- 温州水平给袋式 包装机 2025-05-26
- 台州松花蛋给袋式全自动包装机 2025-05-26
- 舟山泥巴蛋给袋式包装机 2025-05-26
- 广西液体水平给袋式包装机 2025-05-26
- 云南咸鸭蛋给袋式包装机 2025-05-26
- 湖北给袋式冰袋包装机 2025-05-26
- 浙江3D相机机器视觉检测设备厂家 2025-05-28
- 广西自动化生产线动力单元设备制造 2025-05-28
- 耐酸碱玻璃钢离心风机生产厂家 2025-05-28
- 河南发动机气缸盖批发 2025-05-28
- 江苏官方授权经销ISEL商家 2025-05-28
- 河南工业激光镭雕机销售公司 2025-05-28
- 杭州双开门电梯销售 2025-05-28
- 在线自动化三元锂电池材料元素X荧光光谱分析仪器 2025-05-28
- 河南紧凑型柔性供料系统代理商 2025-05-28
- 徐汇区自制土壤修复服务选择 2025-05-28