安徽PET膜PI膜超快激光皮秒飞秒激光加工薄膜切割打孔
皮秒激光在微纳光学元件的制造中发挥着关键作用。在制作衍射光学元件时,皮秒激光能够精确地在材料表面刻蚀出微小的衍射结构,这些结构的尺寸和形状精度直接影响光学元件的衍射效率和光学性能。通过皮秒激光加工制作的微纳衍射光栅,具有高精度的周期性结构,可广泛应用于光谱分析、光通信等领域,推动了光学技术向微型化、集成化方向发展。飞秒激光在制造超小型卫星的零部件方面具有独特优势。超小型卫星对零部件的尺寸、重量和性能要求极为严格,飞秒激光的高精度加工能力能够制造出微小而复杂的结构,满足超小型卫星的特殊需求。例如,利用飞秒激光加工制作卫星上的微传感器、微执行器等关键部件,有助于提高卫星的性能和可靠性,同时降低卫星的重量和制造成本,促进卫星技术的发展和应用。H62黄铜板雕刻板 进口铜板 环保锁板 飞秒皮秒微秒激光加工。安徽PET膜PI膜超快激光皮秒飞秒激光加工薄膜切割打孔
超快激光皮秒飞秒激光加工
在电路板制造过程中,激光开槽微槽技术具有***优势。随着电子产品向小型化、高性能化发展,电路板的布线密度不断提高,对微槽加工的精度和效率要求也越来越高。激光开槽能够在电路板的绝缘层和金属层上精确开出宽度*为几微米到几十微米的微槽,用于布线、隔离和散热等。例如在多层电路板的制作中,利用激光开槽在各层之间形成精确的导通孔连接微槽,确保信号传输的稳定性和可靠性。激光开槽过程是非接触式的,避免了传统机械加工可能产生的碎屑和对电路板的损伤,同时加工速度快、精度高,能够满足大规模电路板生产的需求,提高了电路板制造的质量和效率 。镇江音膜 振膜 超快激光皮秒飞秒激光加工切膜打孔超薄金属飞秒皮秒微细加工 激光打孔 开槽狭缝切割。
皮秒飞秒激光切割薄膜是一种先进的加工技术,具有高精度、高速度、低损伤等优点,以下是其相关介绍:原理皮秒激光:皮秒激光的脉冲宽度在皮秒量级(1 皮秒 = 10?12 秒)。它通过瞬间释放高能量,形成极高峰值功率,作用于薄膜材料。这种高能量密度能够使薄膜材料在极短时间内吸收能量,发生电离和等离子体化,进而实现材料的去除和切割。由于作用时间极短,热量来不及扩散到周围区域,因此能有效减少热影响区和热损伤。飞秒激光:飞秒激光的脉冲宽度更短,达到飞秒量级(1 飞秒 = 10?1?秒)。其切割原理与皮秒激光类似,但飞秒激光的峰值功率更高,对材料的作用更为精确。它能够在薄膜材料中产生非线性光学效应,如多光子吸收等,使得只有在激光焦点处的材料才会被电离和去除,从而实现更高的切割精度和更小的热影响区域。
微光学元件在光通信、光学成像等领域发挥着重要作用,飞秒激光开槽微槽技术为微光学元件制造开辟了新的途径。利用飞秒激光能够在光学材料上精确制作微槽结构,这些微槽可以作为光波导、光栅等微光学元件的关键组成部分。例如在制作集成光学芯片中的光波导微槽时,飞秒激光能够精确控制微槽的宽度、深度和形状,保证光波在其中的低损耗传输。飞秒激光开槽微槽技术具有高精度、高分辨率的特点,能够实现微光学元件的小型化、集成化制造,满足光通信系统对高性能、紧凑型微光学元件的需求,在未来光电子技术发展中具有广阔的应用前景 。入射狭缝片科研用掩膜版金属光栅片开槽超薄狭缝激光切割打盲孔。
应用领域皮秒飞秒激光打孔技术在多个领域具有广泛的应用,包括但不限于:金属材料加工超薄金属切割:适用于铜、铝、铁、不锈钢等金属材料的超薄切割,保证加工精度。贵金属加工:在珠宝加工行业中,可用于贵金属表面的微雕和纹理制作,既保证精细度又不损害材料品质1。非金属材料加工高分子材料:如PET膜、PI膜等,可进行切割、打孔、划线等操作,满足柔性电子设备制造的需求。脆性材料:玻璃和陶瓷等脆性材料能通过皮秒激光加工实现高精度打孔和开槽。碳基材料:石墨烯和碳纤维等碳基材料也可被加工,用于制备电子器件或提高复合材料性能。特殊应用领域精密仪器制造:紫外皮秒激光切割机在加工超薄金属方面具有明显优势,特别是在电子、精密仪器等领域。光学元件制造:可实现高精度的抛光和镀膜,适用于光学玻璃元件的加工。生物医学领域:在微纳加工领域,可用于制造微型金属结构,为新材料和新器件的研发开辟新途径。皮秒飞秒激光加工,超快激光切割,超薄金属激光切割,皮秒飞秒激光打孔,开槽,减薄,蚀刻加工。盐城聚酰亚胺薄膜超快激光皮秒飞秒激光加工激光切膜
紫外皮秒飞秒激光切割机 用于FPC/PET/PI/铜箔等各薄膜材料.安徽PET膜PI膜超快激光皮秒飞秒激光加工薄膜切割打孔
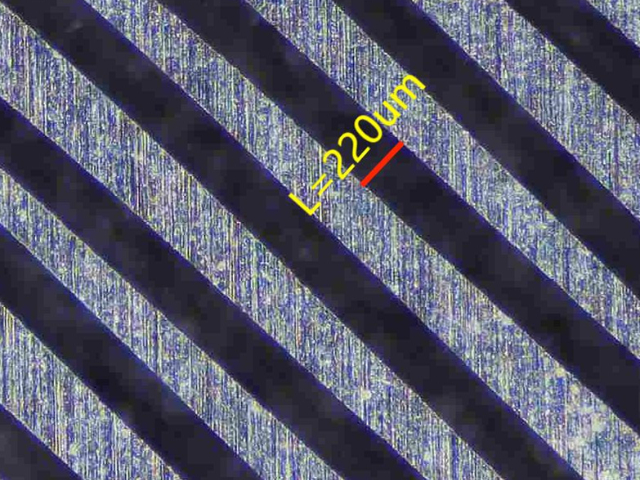
飞秒激光在切割薄膜时能体现出较高的精度。例如,在加工碳纳米管薄膜微孔时,分析了激光参数对材料加工结果的影响规律。结果表明,波长为515nm的飞秒激光更适合用于碳纳米管薄膜的切割,在推荐的工艺参数下可获得良好的切割质量3。在对Tedlar复合材料-铝薄膜(厚度为2μm)进行表面飞秒激光刻蚀时,当激光输出功率为4.0W、光斑直径为40μm和扫描速率为500mm/s的工艺条件下,铝膜图形激光刻蚀后尺寸精度及相对位置精度均优于10μm,满足技术要求。并且研究发现,单位时间内极多数量飞秒激光脉冲的积累作用,使得铝膜表面的作用区域温度在极短时间内快速升高并超过铝的熔点和气化温度,表面铝膜**终被刻蚀去除。但当激光功率增大到5.5W时,界面处温度达到了513.19K,超过了基底Tedlar材料的最高使用温度,并在基底材料表面烧蚀产生点坑;当扫描速度从350mm/s增大至600mm/s时,出现的间断点尺寸从1.2μm增大到2.7μm,造成激光刻蚀加工尺寸误差高于10μm11。安徽PET膜PI膜超快激光皮秒飞秒激光加工薄膜切割打孔
- 江苏紫外纳秒精细打标精细激光打标镭雕雕刻激光打孔 2025-06-07
- 合肥光学狭缝片超快激光皮秒飞秒激光加工激光狭缝 2025-06-07
- 南京精密滑台XY轴激光打标精细激光打标镭雕雕刻激光打孔 2025-06-07
- 淄博国产紫外皮秒激光切割机激光切膜 打孔 2025-06-07
- 河北聚合物薄膜超快激光皮秒飞秒激光加工薄膜切割打孔 2025-06-07
- 湖南超薄SMT钢网超快激光皮秒飞秒激光加工切膜打孔 2025-06-07
- 鹰潭CO2激光玻璃刻字打标激光切割机激光打标机 2025-06-07
- 钟楼区3D曲面激光打标精细激光打标镭雕雕刻激光镭雕 2025-06-07
- 新北区紫外皮秒激光切割机超快激光加工切割打孔 2025-06-07
- 宁波1米长度材料激光打标激光切割机曲面打标镭雕 2025-06-07
- 成都共箱封闭母线槽批发商 2025-06-07
- 广东泥浆过滤机生产 2025-06-07
- 北京保温砂浆设备 2025-06-07
- 四川不锈钢节能罐品牌推荐 2025-06-07
- 新吴区购买碳钢反应釜 2025-06-07
- 四川片材机一般多少钱 2025-06-07
- 快速换色阀哪个供应商质量好 2025-06-07
- 河北齿轮箱生产商 2025-06-07
- 贵州水冷式冷水机选型 2025-06-07
- SMT贴装欢迎选购 2025-06-07