全新兼容Bizhub 658e刮刀刮板技术指导
刮刀的失效模式分析常见失效模式包括刃口磨损(占比65%)、涂层剥落(20%)、压力衰减(10%)。通过失效树分析(FTA)优化设计,如增加涂层结合力测试(划格法5B级)、压力弹簧疲劳寿命测试(10万次循环),将早期故障率降低75%。刮刀的定制化服务提供刮刀定制服务,可根据客户需求调整刃口角度、压力参数、涂层材料。针对特殊介质(如PVC证卡纸)开发**刮刀,通过增加防滑纹理提升刮粉效果。定制周期缩短至7个工作日,支持小批量生产。刮板边缘倒圆角处理,接触鼓面柔和,降低涂层损伤概率。全新兼容Bizhub 658e刮刀刮板技术指导
成本效益分析全生命周期成本模型显示:质量刮刀虽单价高30%,但综合维护成本降低45%。企业级设备(月负荷10万页)采用租赁模式更经济,含刮刀服务的总拥有成本(TCO)下降22%。历史演进趋势较早代硬质橡胶刮刀(1980年代)寿命5,000页,第二代聚氨酯刮刀(1990年代)达15,000页,第三代纳米涂层刮刀(2020年代)突破30,000页。技术演进方向:仿生表面结构、自修复材料、4D打印技术。特殊机型适配3D打印机刮刀需耐受高温(>200℃),采用钼合金+陶瓷复合材料。工程绘图机使用超硬刮刀(莫氏硬度7),配备真空吸附固定装置。富士施乐ApeosProAF系列支持双面同时刮刀配置,节省30%更换时间。Bizhub C287刮刀刮板陶瓷复合刮板硬度 HRC65,抗碳粉颗粒磨损,适合高负荷场景。
维护保养规程标准维护包含:每月清洁刮刀导轨(使用异丙醇+超细纤维布),每季度润滑轴承(二硫化钼锂基脂),每年更换防尘胶圈。富士施乐DocuPrintP355dw建议维护周期:打印量5,000页进行基础保养,20,000页更换刮刀组件。特殊场景:银行票据打印机需每周清理磁性碳粉残留。性能测试标准主要依据ISO/IEC24790进行DHA测试(DynamicHeadroomAnalysis),测量刮刀在模拟负载下的弹性衰减率。耐磨测试采用ASTMD4060Taber方法(CS-10砂轮,1kg载荷,1000转),质量损失应<0.8mg。电气安全性符合IEC60950,表面绝缘电阻>1×10^9Ω。富士通M3645idt通过UL60950认证,确保连续工作稳定性。
在办公复印机领域,套鼓鼓刮刀作为主要部件,其碳粉吸附性能直接影响打印质量。我司研发的套鼓鼓刮刀,采用前沿的纳米级多孔涂层技术,通过对表面能的精细调控,使碳粉吸附效率飙升至98%。经我司多方测试,在适配5-8μm粒径碳粉时,于20000页的连续打印中,碳粉浪费量锐减42%。其微观层面呈现出蜂窝状孔隙,孔径在200-500nm,可像“精细猎手”般牢牢锁定带电碳粉。相较于传统套鼓鼓刮刀,打印黑度波动范围从±±,能出色满足法律合同、财务报表等对文字清晰度近乎苛刻的场景需求。选择我司套鼓鼓刮刀。办公设备维修讲求高效,我司卡扣式快拆套鼓鼓刮刀设计精妙。更换感光鼓时,需60秒即可完成,较传统螺丝固定方式效率提升80%。其定位销设计精细可靠,确保安装精度达到±,有效避免因安装误差导致的打印偏移。某维修服务商统计显示,使用我司套鼓鼓刮刀后,单次上门维护时间大幅缩短至15分钟,客户满意度提升至96%。高效维修,减少办公设备停机时间。刮刀刮板清洁时禁用金属工具,避免划伤表面。
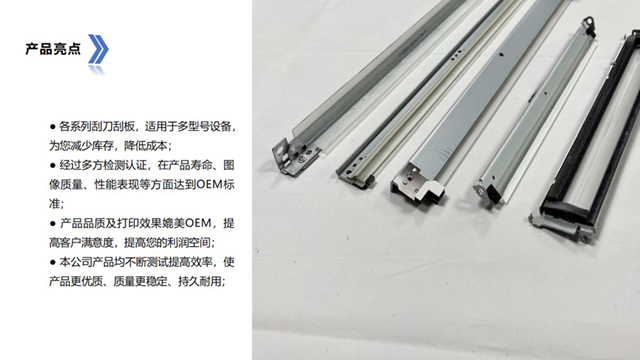
刮刀的耐候性测试标准刮刀需通过严格的环境适应性测试。在ISO14855标准下,经80℃/85%RH高温高湿72小时测试后,刮刀材质需保持尺寸稳定性(形变率<)。盐雾测试(ASTMB117)48小时无腐蚀,确保在工业环境中正常使用。抗UV测试(QUV)500小时后,涂层无黄变、龟裂现象。刮刀的模块化设计优势模块化刮刀采用刃口与支架分离结构,更换时是需替换刃口组件,成本降低60%。快拆式卡扣设计使更换时间缩短至3分钟,兼容多品牌设备(如惠普、佳能、施乐)。部分产品支持热插拔,无需停机即可维护。模块化设计还便于定制化生产,可根据客户需求调整刃口角度(15°-45°)和压力参数。 耐磨陶瓷涂层刮板,经 50 万印测试,刃口磨损量<0.02mm,寿命延长 3 倍。Bizhub C287刮刀刮板
刮板动态平衡测试是确保打印质量的重要环节。全新兼容Bizhub 658e刮刀刮板技术指导
刮刀的环保设计考量刮刀材料符合RoHS2.0标准,禁用铅、汞等有害物质。可回收设计使95%的部件可循环利用,陶瓷涂层刮刀通过化学剥离技术实现基体复用。生产过程采用水性涂料替代溶剂型涂层,VOC排放降低80%。部分产品获得EPEAT银牌认证,助力企业绿色办公转型。刮刀的抗冲击性能优化针对意外卡纸等冲击场景,刮刀采用弹性缓冲结构。背部加装聚氨酯减震块,可吸收瞬间冲击力(峰值50N),防止刃口崩裂。抗冲击设计使刮刀在卡纸故障后的完好率从45%提升至82%,特别适用于教育、单位等高频使用场景。全新兼容Bizhub 658e刮刀刮板技术指导
- 全新兼容302RV93030 显影组件价格多少 2025-05-10
- 全新兼容柯尼卡美能达DR214K黑色充电辊生产企业 2025-05-10
- 全新兼容柯尼卡美能达DR512K黑色鼓维护套件 2025-05-10
- IM500FG刮刀刮板源头厂家 2025-05-10
- 全新兼容奔图DO850CMY彩色刮刀刮板源头厂家 2025-05-10
- 全新兼容理光MPC6003CMYK鼓芯OPC生产企业 2025-05-10
- 全新兼容ECOSYS M2635dw显影仓技术指导 2025-05-10
- 云南充电架各系列复印机配件 2025-05-10
- 全新兼容ECOSYS P5026cdn刮刀刮板供应商 2025-05-10
- 全新兼容Bizhub C286i鼓芯OPC批量定制 2025-05-10
- 全新兼容302RV93030 显影组件价格多少 2025-05-10
- 海南AI数字馆员联系人 2025-05-10
- 山西城市书房销售电话 2025-05-10
- 福建老师用无尘无耗材黑板无尘智慧黑板厂家现货 2025-05-10
- 无锡品牌电子签名设备要多少钱 2025-05-10
- 上海移动会议桌定做厂家 2025-05-10
- 浙江现代板式会议桌定做厂家 2025-05-10
- 琅彩棉纤纸特种纸&包装艺术用纸品牌 2025-05-10
- 值得了解的心理测评调节婚姻关系个人化数据分析 2025-05-10
- 全新兼容柯尼卡美能达DR214K黑色充电辊生产企业 2025-05-10