南通半自动点胶机工作原理
目前点胶时常常遇到的问题是胶粘剂与设备的匹配问题,希望在点胶过程中胶点是一个馒头型,且在未装配透镜前,胶点的馒头型保持率好,胶点形状无变化,这就需要胶水在常温下的黏度高,触变性好,这样才能使胶点在形成后形状保持良好。在实际点胶过程中,喷射阀跟柱塞阀不同,在高速喷点的时候,如果黏度太高,胶粘剂就喷不出来,容易粘在出胶嘴,形成不了完整的点;黏度太低,胶点的形状保持性又不好,而且还容易产生散点,拖尾的现象,影响灯条点胶质量。所以,设备和胶粘剂的匹配度很关键。喷射阀在用于低黏度流体的点胶时,如底填胶,一般使用0.2mm的喷嘴,但当使用上万黏度且带有触变性的胶粘剂时,就无法有效划线或打点,所以高黏度胶粘剂使用时,除了喷嘴温度设置外,喷嘴的口径选择也很关键。例如在诺信S-800平台,使用DJ-8000喷射阀,出胶口加热温度40°C,气压0.17MPa。购买双工位点胶机请找常州三匠智能科技有限公司,欢迎来电详谈。南通半自动点胶机工作原理
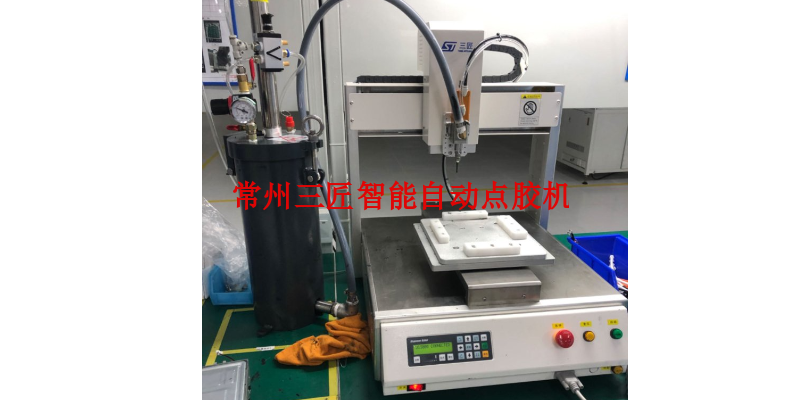
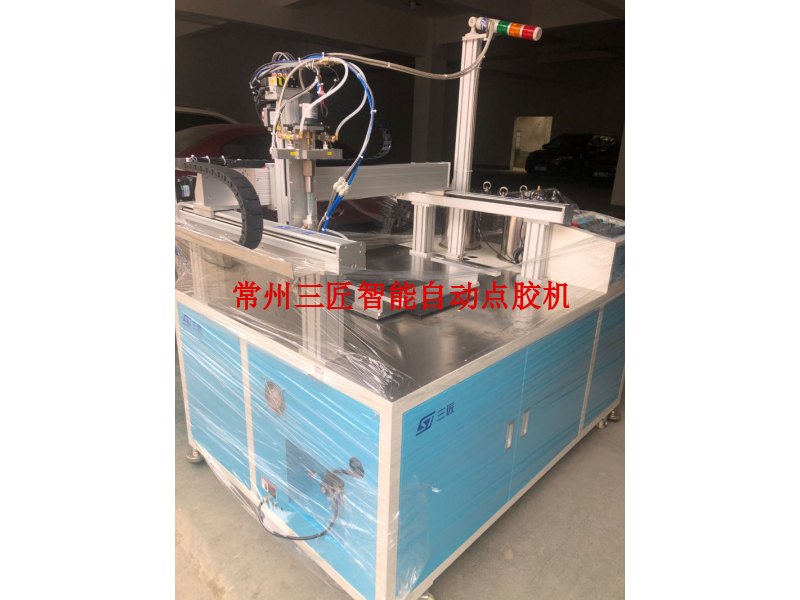
桌面点胶机即放在桌上的点胶机,需要一个工作桌,常用的机型有331,441,551这种机型的特点就是交货快,灵活,兼容性高,价格低,维护简单,能够实现快速投产,点胶的功能和效果跟在线机一样,产品在它的行程覆盖范围内,只需要制作简单的治具,即可马上投入生产,它还有另一个优势就是在产品换代时,也能够通过更换治具,轻松实现产线转换,还有一种叫落地点胶机,是桌面点胶机的衍生品,不需要桌子了,好处是机架的牢固性肯定是比工作桌好很多,行程也能做的更大。在线机型的特点是全自动化,不需要人工上料,产品从上游流入,加工完成后从出口流出,现在有多的在线机型都使用了直线电机,实现了高速高精度,效率和稳定性非常高,而且不需要太多的人工,在目前老龄化趋势的背景下,在线机是未来发展的趋势,但是它目前的问题是,交期相对较长,设备的通用性不是太高,需要制作和整线匹配的治具,因为是嵌入整条产线中,所以调试和维护的复杂程度就很高。总结一下两种方式的特点:桌面机更适合快速落地,初次低成本投入,灵活换线的产线规划;在线机适合高速高精度,省人工,中长期的产线规划。马鞍山视觉点胶机供应商购买桌面型点胶机请找常州三匠智能科技有限公司,欢迎来电详询。

控制系统:三轴点胶机的控制系统是实现精确点胶的关键。先进的控制系统能够实时监测和调整点胶过程中的各项参数,确保点胶的精度。控制系统通常包括运动控制卡、伺服电机、编码器等。胶水供给系统:胶水供给系统是三轴点胶机的部件之一。胶水的供给方式和稳定性直接影响到点胶的精度。常见的胶水供给方式包括压力供给、螺杆供给等。视觉系统:有的三轴点胶机配备了视觉系统,能够实时监测和校正点胶位置和形状。视觉系统的精度和稳定性对于点胶的精度起到重要作用。
点胶设备由以下几个系统组成:控制胶粘剂流速流量与出胶形状的点胶阀和点胶针头;提供连续不断胶粘剂供给的供料系统;控制胶粘剂出胶时间和位置的点胶控制器;实现胶粘剂与产品形状和要求完美匹配的功能型点胶平台;如果是双组分胶粘剂体系,点胶设备还需要加装一个双组分精确计量系统;双组分胶粘剂混合系统。供料也是设备的一个关键组成部分,一个合适的供料系统,不仅可以为点胶机提供稳定的出胶环境,也可以让胶粘剂在使用时杜绝接触环境造成污染或是空气进入点胶管道,影响点胶效果。购买落地式点胶机请找常州三匠智能科技有限公司,欢迎来电洽谈。
点胶机应用行业:电子行业:电脑、数码产品、MP3/MP4、耳机、手机按键、手机边框热熔胶、指纹识别模块上胶、电芯封装、音箱、线圈、电子玩具、集成电路、PCB打胶、传感器、POS机、手持终端PDA、机箱打胶、晶振元件、LCD屏、电路元件、电路板;电声行业:喇叭、扬声器、蜂鸣器、音响、耳机。电感行业:小型变压器、贴片变压器、电感、继电器、小型线圈马达。通讯行业:手机按键、手机机壳粘接、对讲机、电话机、传真机。3C行业:电脑、数码产品、数码相机、MP3、MP4、电子玩具、机壳粘接。开关行业:开关、连接器、线材、插头连接线。电子元件行业:电子元器件、集成电路、线路板点锡膏,电子零件固定及防尘防潮保护,LCD液晶屏等。汽车行业:车灯和电动车控制器的封装、滤清器、车身和车顶加强板的粘接、刹车片、离合器和传动带的封装、车窗密封、塑料挡板的封装保护、汽车传感器、汽车电子、仪器仪表、机械密封和其他汽车机械零件照明行业:LED灯、射灯、照明灯、电路板、灯泡,灯罩、灯座、LED驱动电源导热等4.建筑装饰类行业:钢材、隔热铝材、建筑板材、防盗门、消防门5.还有五金、家电、小商品以及其他一些需要胶水的地方,就需要点胶工艺服务。购买在线式点胶机请找常州三匠智能科技有限公司,欢迎来电沟通。无锡在线式点胶机教程
购买三轴点胶机请找常州三匠智能科技有限公司,欢迎来电详询。南通半自动点胶机工作原理
接触式点胶常见问题的解决方法以密封胶在平面密封时打胶为例,总结点胶过程中遇到的问题。胶条出现粗细不一致,胶线不饱满原因分析:划线时,胶水是先到达点胶面,然后随着出胶量的增加,由下而上的填充成型,一般胶条剖面是呈半圆形;出现S型,主要是点胶嘴与基板高度过高,胶水没有到达底部,点胶头已经离开该位置,所以胶条被拉成粗细不一致,胶线不饱满。解决方法:调整点胶高度,主要是降低点胶高度,直到胶线粗细一致为止。做平面密封时,打回形或圆形胶条,在开头和收尾处出现衔接不好的问题。原因分析:开始时,出胶较少或较多,造成出胶少或者多,达不到理想的量;收尾时,断胶困难,或关胶不及时,造成出胶量大,每次点胶,重现性差,不稳定。解决办法:出胶时间和位置的控制,与胶阀的灵敏性有关,一般将普通的时间压力式出胶的出胶头加装气动控制阀,这样出胶时间和位置与胶粘剂中压力无关,只与控制阀有关,而控制阀的开关只与输入的信号有关,与胶粘剂压力无关,这样就可以实现流体的快速开关和一致重现性好的要求。南通半自动点胶机工作原理
- 台州全自动焊锡机供应商 2025-06-28
- 马鞍山全自动焊锡机价格 2025-06-28
- 泰州自动视觉焊锡机销售电话 2025-06-28
- 温州三轴焊锡机工作原理 2025-06-28
- 宿迁四轴焊锡机供应商 2025-06-28
- 金华视觉焊锡机定做 2025-06-28
- 无锡半自动焊锡机 2025-06-28
- 南京全自动焊锡机供应商 2025-06-28
- 山东四轴焊锡机教程 2025-06-28
- 马鞍山激光自动焊锡机厂家 2025-06-28
- 湖南高温碳化炉定做 2025-06-28
- 浙江玻璃小型精密激光切割机价格 2025-06-28
- 绍兴斜轨数控机床定制 2025-06-28
- 北京换热器技术指导 2025-06-28
- 济宁单向滚针轴承供应商 2025-06-28
- 常规空调机组调试 2025-06-28
- 金华TO炉燃烧器定做 2025-06-28
- 成都A3卷法兰哪家好 2025-06-28
- 山西无人超市维修 2025-06-28
- 水平式缠绕机哪里有卖 2025-06-28