宜兴本地人造板维修价格
人造板是以木材或其他非木材植物为原料,经一定机械加工分离成各种单元材料后,施加或不施加胶粘剂和其他添加剂胶合而成的板材或模压制品。主要包括胶合板、刨花(碎料)板和纤维板等三大类产品,其延伸产品和深加工产品达上百种。人造板的诞生,标志着木材加工现代化时期的开始。此外,人造板还可提高木材的综合利用率,1立方米人造板可代替3~5立方米原木使用。公元前1世纪初,罗马人已熟知单板制造技术与胶合板制造原理。1812年法国人发明了单板锯切机。1834年,法国又颁布了刨切机**。板芯一般采用充分干燥的短小木条,板面采用单层薄木或胶合板。宜兴本地人造板维修价格

3.胶合强度。胶合性能主要有三个工艺参数,即时间、温度、压力。而胶黏剂用多用少怎么用,也影响着甲醛释放量指标。4.含水率。含水率是反映细木工板的含水量的指标,若含水率过高或不均匀,产品在使用过程中出现变形翘曲或不均匀现象,影响产品的使用性能。 [2]细木工板的工艺要求很高,不仅需要足够的场地让木材有充足的时间进行适应性自然干燥,而且还要通过干燥窑进行严格的干燥工艺控制。另外,其加工设备的优劣程度不仅需要大量的资金投入,也是能否保证产品加工精度和质量的关键。梁溪区国产人造板工厂直销干燥的工艺和过程控制与成材干燥有所不同。
(1)细木工板的质量等级分为优等品、一等品和合格品。细木工板出厂前,应在每张板背右下角加盖不褪色的油墨标记,表明产品的类别、等级、生产厂代号、检验员代号;类别标记应当标明室内、室外字样。如果这些信息没有或者不清晰,消费者就要注意了。(2)外观观察,挑选表面平整,节巴、起皮少的板材;观察板面是否有起翘、弯曲,有无鼓包、凹陷等;观察板材周边有无补胶、补腻子现象。查看芯条排列是否均匀整齐,缝隙越小越好。板芯的宽度不能超过厚度的2.5倍,否则容易变形。
1924年美国创造了马松奈脱法(爆破法)纤维分离技术,1928年已能生产出高质量的硬质纤维板。1931年瑞典发明阿斯普伦德法,次年在瑞典建立了***个用此法生产的硬质纤维板厂,至此纤维板制造工业就脱离了造纸业而成为**的工业门类。1935年法国用废单板制成长条刨花,在铺装成型中使各层刨花垂直相交排列组成板坯,是刨花板中定向技术的先导1937年瑞士提出三层刨花结构的制造工艺。1941年在德国建立了***个装备齐全的刨花板工厂,就使刨花板工业完成了它的技术准备阶段。20世纪初合成树脂胶粘剂的出现,为刨花板工业生产准备了条件。

干燥包括单板干燥、刨花干燥、干法纤维板工艺中的纤维干燥,及湿法纤维板的热处理。干燥的工艺和过程控制与成材干燥有所不同。成材干燥的过程控制是以干燥介质的相对湿度为准,必须注意防止干燥应力的产生;而人造板所用片状、粒状材料的干燥则是在相对高温、高速和连续化条件下进行的,加热阶段终了立即转入减速干燥阶段。单板及刨花等材料薄,表面积大,干燥应力的影响甚小或者不存在。加之在切削过程中木材组织发生不同程度的松弛,水分扩散阻力小,木材内部水分扩散规律对单板、刨花等就失去意义。1898年英国首先在圆网造纸机上制造成半硬质纤维板。苏州特制人造板工厂直销
根据加压方式不同,可分为平压、挤压、辊压刨花板等;宜兴本地人造板维修价格
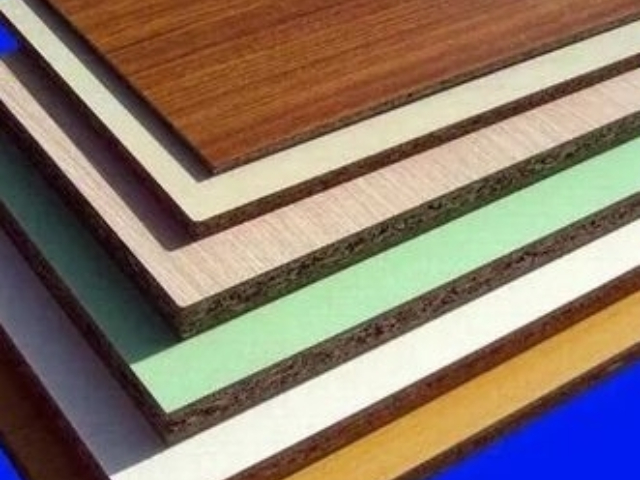
1、甲醛释放量是人造板中较为重要的指标,消费者选购人造板时,应尽量选择刺激性气味较小,甲醛释放量较低的板材。国家标准规定板材甲醛释放量分为两个等级:E1级可直接用于室内;E2级必须经过饰面处理后方可用于室内。所以消费者有选购时应注意厂家所明示的甲醛释放量等级。2、好的人造板其外观表面应光滑平整、表面无鼓泡分层,板面厚度均匀,无明显翘曲现象,板边的四周无缺损。3、正规的生产企业,在板上都会标明厂名、厂址、产品执行标准号、产品的等级和甲醛释放量的等级等标识,消费者应尽量到信誉较好的建材超市去购买 [1]。宜兴本地人造板维修价格
无锡恺屹塬建筑材料有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在江苏省等地区的建筑、建材中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同 恺屹塬供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!
- 新吴区如何建筑装饰材料厂家供应 2025-06-03
- 无锡附近人造板工厂直销 2025-06-03
- 新吴区特制建筑防水卷按需定制 2025-06-03
- 梁溪区本地建筑装饰材料厂家供应 2025-06-03
- 滨湖区质量建筑装饰材料维修价格 2025-06-03
- 徐州挑选人造板厂家供应 2025-06-03
- 无锡挑选建筑防水卷货源充足 2025-06-03
- 常州国产建筑防水卷厂家现货 2025-06-03
- 宜兴附近建筑防水卷销售厂家 2025-06-03
- 苏州如何建筑装饰材料厂家现货 2025-06-03
- 甘肃锁扣pvc地板设备厂商 2025-06-03
- 南山区膜结构停车棚行业标准 2025-06-03
- 光明区附近的工字钢 2025-06-03
- 西安卧室室内设计欢迎选购 2025-06-03
- 舟山节能铝合金管道 2025-06-03
- 承德防水地板保养 2025-06-03
- 工业不锈钢弯管加工定制厂家哪家好 2025-06-03
- 陕西拉法基水泥散装 2025-06-03
- 新吴区如何建筑装饰材料厂家供应 2025-06-03
- 室内软膜天花哪家好 2025-06-03