南京质量人造板工厂直销
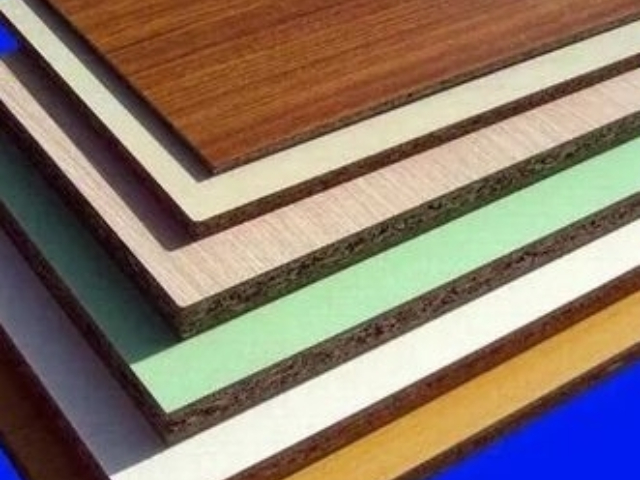
材质不同,质量有异,大芯板根据材质的优劣及面材的质地分为“优等品”、“一等品”及“合格品”。也有企业将板材等级标为A级、双A级和三A级,但是这只是企业行为,与国家标准不符,市场上已经不允许出现这种标注。大芯板的材种有许多种,如杨木、桦木、松木、泡桐等,其中以杨木、桦木为比较好,质地密实,木质不软不硬,握钉力强,不易变形,而泡桐的质地很轻、较软、吸收水分大,握钉力差,不易烘干,制成的板材在使用过程中,当水分蒸发后,板材易干裂变形。而松木质地坚硬,不易压制,拼接结构不好,握钉力差,变形系数大。根据加压方式不同,可分为平压、挤压、辊压刨花板等;南京质量人造板工厂直销

人造板制造工艺的演变,无疑受到这一认识的影响:刨花板、纤维板板坯层次由单层改变为3层及多层结构;板坯中刨花及纤维的排列也由随机型趋向于定向型;而胶合板的相邻层纤维方向互相垂直排列则改善了木材在自然生长条件下形成的各向异性缺点,提高了尺寸稳定性。加压分预压及热压。使用无垫板系统时必需使板坯经过预压。它使板坯在推进热压机时不致损坏。热压工序是决定企业生产能力和产量的关键工序,人造板工业中常用的热压设备主要是多层热压机,此外,单层大幅面热压机和连续热压机也逐渐被采用。无锡如何人造板按需定制刨花板是利用施加或未施加胶料的木刨花或木纤维料压制成的板材。

细木工板握螺钉力好,强度高,具有质坚、吸声、绝热等特点,而且含水率不高,在10%—13%之间,加工简便,用途**为***。细木工板比实木板材稳定性强,但怕潮湿,施工中应注意避免用在厨卫。细木工板的加工工艺分为机拼与手拼两种。手工拼制是用人工将木条镶入夹板中,木条受到的挤压力较小,拼接不均匀,缝隙大,握钉力差,不能锯切加工,只适宜做部分装修的子项目,如做实木地板的垫层毛板等。而机拼的板材受到的挤压力较大,缝隙极小,拼接平整,承重力均匀,长期使用,结构紧凑不易变形。
1844年以后,经过改进的旋切机在工业生产中正式使用。此后旋切机不断改进,促进了胶合板工业的发展, 19世纪中叶,德国首先建立了胶合板厂。1887年德国用锯屑加血胶制成板材,是为刨花板之始。1889年德国用木工刨花制成刨花板获得***个**。20世纪初合成树脂胶粘剂的出现,为刨花板工业生产准备了条件。1898年英国首先在圆网造纸机上制造成半硬质纤维板。1914年美国用磨木浆下脚料生产绝缘板,并建成绝缘纤维板工厂。1916年,干法成型工艺***在奥地利出现。4、范围较宽的厚度级及密度级适用性强;
1924年美国创造了马松奈脱法(爆破法)纤维分离技术,1928年已能生产出高质量的硬质纤维板。1931年瑞典发明阿斯普伦德法,次年在瑞典建立了***个用此法生产的硬质纤维板厂,至此纤维板制造工业就脱离了造纸业而成为**的工业门类。1935年法国用废单板制成长条刨花,在铺装成型中使各层刨花垂直相交排列组成板坯,是刨花板中定向技术的先导1937年瑞士提出三层刨花结构的制造工艺。1941年在德国建立了***个装备齐全的刨花板工厂,就使刨花板工业完成了它的技术准备阶段。3、作为人造板原料的单板及各种碎料易于浸渍,因而可作各种功能性处理(如阻燃、防腐、抗缩、耐磨等);滨湖区国产人造板厂家直销
造板的诞生,标志着木材加工现代化时期的开始。南京质量人造板工厂直销
(3)用手触摸,展开手掌,轻轻平抚木芯板板面,如感觉到有毛刺扎手,则表明质量不高。(4)用双手将细木工板一侧抬起,上下抖动,倾听是否有木料拉伸断裂的声音,有则说明内部缝隙较大,空洞较多。质量的细木工板应有一种整体感、厚重感。(5)从侧面拦腰锯开后,观察板芯的木材质量是否均匀整齐,有无腐朽、断裂、虫孔等,实木条之间缝隙是否较大。(6)将鼻子贴近细木工板剖开截面处,闻一闻是否有强烈刺激性气味。如果细木工板散发清香的木材气味,说明甲醛释放量较少;如果气味刺鼻,说明甲醛释放量较多,还是不要购买。南京质量人造板工厂直销
无锡恺屹塬建筑材料有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在江苏省等地区的建筑、建材中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力, 恺屹塬供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!
- 徐州挑选建筑装饰材料按需定制 2025-06-15
- 常州怎样建筑防水卷货源充足 2025-06-15
- 南京本地建筑装饰材料工厂直销 2025-06-15
- 宜兴品牌人造板维修价格 2025-06-15
- 江苏挑选建筑防水卷货源充足 2025-06-15
- 锡山区品牌建筑防水卷货源充足 2025-06-15
- 苏州如何人造板维修价格 2025-06-15
- 江苏质量人造板厂家直销 2025-06-15
- 南京挑选建筑防水卷按需定制 2025-06-15
- 惠山区怎样建筑装饰材料维修价格 2025-06-14
- 杭州不锈钢管道工程解决方案 2025-06-15
- 静安区办公室监理费用 2025-06-15
- 四川生态腻子膏承诺守信 2025-06-15
- 车间水泥地面起砂起灰处理方法 2025-06-15
- 成都市框架实木包装箱定做 2025-06-15
- 地下阳光房 2025-06-15
- 福建多层实木地板规格 2025-06-15
- 四川园林建筑文物修缮 2025-06-15
- 湖北欧松板单价 2025-06-15
- 滨湖区制造场馆能源管理系统联系方式 2025-06-15