四川焊接螺母冲棒供应
模具冲棒的日常维护是保障其性能和使用寿命的重要环节。由于冲棒在工作过程中承受着较大的压力和摩擦力,定期检查冲棒的磨损情况尤为关键。一旦发现冲棒表面出现磨损、裂纹等缺陷,需及时进行修复或更换,避免因冲棒失效导致模具损坏和生产中断。同时,合理的润滑也是维护冲棒的重要措施,选择合适的润滑剂并定期涂抹,能够减少冲棒与模具、材料之间的摩擦,降低工作温度,从而延长冲棒的使用寿命,提高生产效率,降低企业的生产成本。冷镦冲棒的工作原理基于冷镦工艺的特性。四川焊接螺母冲棒供应
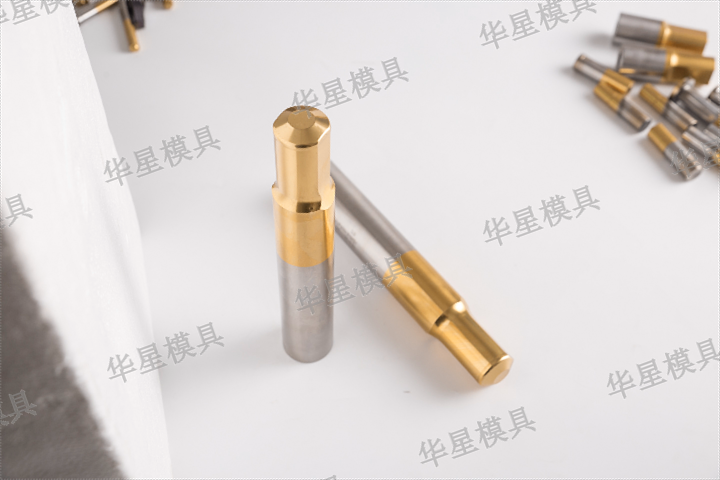
梅花冲棒的造型极具辨识度,源于其独特的梅花形头部设计。不同于常规冲棒的圆形或方形,梅花冲棒头部呈现出对称的花瓣状轮廓,瓣数根据实际需求而定,常见的有六瓣、八瓣等。这种造型并非单纯追求外观独特,而是充分考虑到实际加工需求。花瓣的弧度与棱角经过精密计算,在冲压过程中,能够对金属坯料施加不同方向的压力,使材料产生特殊的塑性变形效果。冲棒主体部分多为圆柱形,便于与冲压设备及模具稳定连接,尾部通常设有定位槽或螺纹接口,确保在高速冲压作业中,梅花冲棒能够保持精确的位置,从而保证每次冲压出的梅花形工件都具有高度的一致性。嘉兴焊接螺帽冲棒厂家推荐多工位冲棒的工作模式强调多工序协同运作。
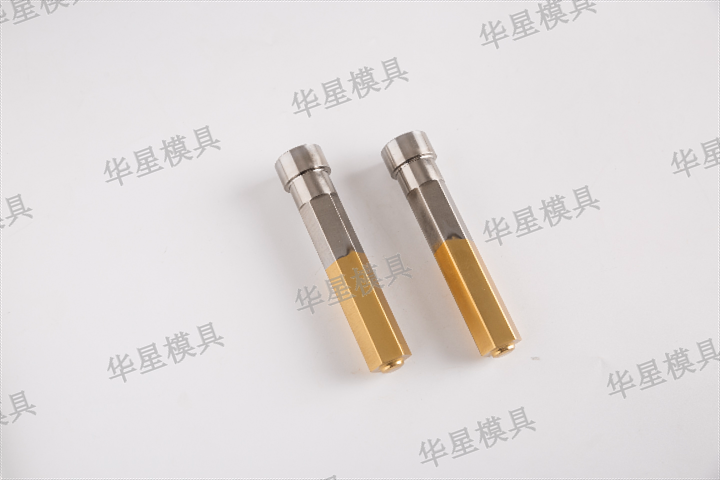
焊接螺母冲棒的结构设计兼顾功能性与稳定性。其主体呈圆柱状,便于与冲压设备精确对接,确保在运行过程中动力传递平稳。冲棒头部是整个结构的重点,根据焊接螺母的不同规格与形状需求,头部设计成特定的成型轮廓,如内螺纹形状、外凸缘形状等,能够在冲压时直接赋予金属坯料焊接螺母的基础形态。此外,冲棒尾部通常设有定位槽或螺纹接口,可牢固安装在冲压模具上,通过精密的配合设计,有效减少冲压过程中的晃动,保证每次冲压成型的焊接螺母都能达到统一标准,为后续焊接工序奠定良好基础。
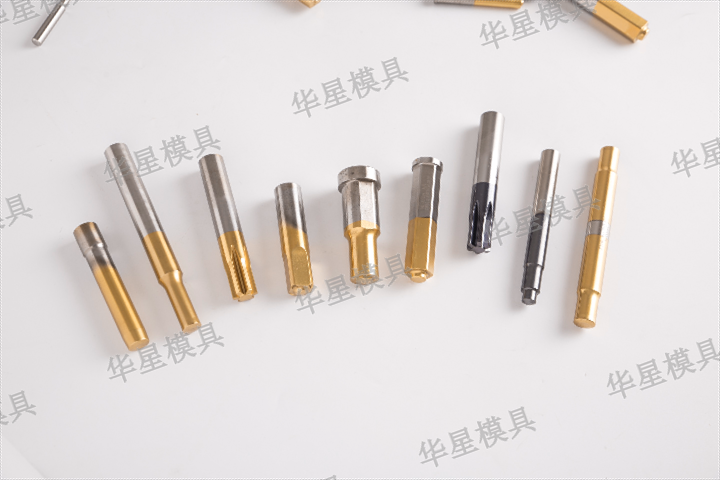
模具冲棒在技术特性方面展现出独特的一面。其材质多选用硬度高、耐磨性强的合金钢或硬质合金,这些材料赋予冲棒良好的抗疲劳性能和抗断裂能力,使其能够在频繁的冲压作业中保持形状稳定。表面处理技术也是冲棒的一大亮点,通过涂层处理、热处理等工艺,可有效降低冲棒与材料之间的摩擦系数,减少磨损,同时提高抗腐蚀性能。此外,冲棒的制造工艺不断精进,高精度的加工设备和检测手段确保了冲棒尺寸的一致性和稳定性,满足了现代工业对零部件加工精度日益严苛的要求。螺栓内六角冲棒具有多个明显特点,这些特点使其在螺栓制造中表现出色。
焊接螺母冲棒在冲压流程中发挥着不可或缺的作用。当金属板材或坯料被送入模具工位后,冲压设备驱动焊接螺母冲棒快速下压。冲棒凭借其独特的头部形状,对坯料施加压力,使金属材料在模具型腔的限制下发生塑性变形,逐步形成焊接螺母的雏形。在这一过程中,冲棒的下压速度与压力大小需要精确把控,以确保螺母的壁厚均匀、螺纹清晰。一次冲压完成后,冲棒迅速回退,模具中的顶出机构将成型的焊接螺母推出,随后进行下一轮冲压作业。这种高效的冲压流程,不仅大幅提升了焊接螺母的生产效率,还能保证产品质量的一致性。螺栓内六角冲棒的主要功能是为内六角螺栓头部加工出精确的六角形孔,这一工序是螺栓制造中的关键环节。湖南冷镦冲棒定制
梅花冲棒的造型极具辨识度,源于其独特的梅花形头部设计。四川焊接螺母冲棒供应
六角冲棒在结构设计上具有鲜明的针对性。其主体部分多采用圆柱形态,便于与冲压设备及模具安装座精确适配,保证动力传输的稳定性。而头部则是重点所在,根据不同的加工需求,头部被精心加工成六角棱柱形状,且六角的边角经过特殊处理,或倒圆角、或设置斜切面,以此满足不同工件对棱角、边缘的工艺要求。此外,为了确保在冲压过程中不会出现偏移或松动,冲棒的尾部通常设有定位卡槽或螺纹接口,通过与模具的紧密配合,使六角冲棒在承受巨大压力时依然能保持位置固定,从而保障每一次冲压作业的精度与质量。四川焊接螺母冲棒供应
- 河南PP模具摩擦焊接加工多少钱 2025-07-15
- 重庆铜合金模具真空热处理费用 2025-07-15
- 上海六角冲棒 2025-07-15
- 广东焊接螺母冲棒厂家推荐 2025-07-15
- 湖南PP模具摩擦焊接加工服务厂家推荐 2025-07-15
- 湖北PE模具摩擦焊接加工服务厂家推荐 2025-07-15
- 深圳汽车配件模具摩擦焊接加工服务价格 2025-07-14
- 上海汽车配件模具摩擦焊接加工哪家好 2025-07-14
- 杭州汽车配件模具摩擦焊接加工价格 2025-07-14
- 杭州PE模具摩擦焊接加工价格 2025-07-14
- 徐州铆钉BTT35-DT 2025-07-15
- 衍射光学元件加工价格 2025-07-15
- 武汉膜片式冷藏车离合器更换 2025-07-15
- 盐城金属零件制造技术 2025-07-15
- 江西调质热处理加工厂 2025-07-15
- 上海吹瓶增压机价格实惠 2025-07-15
- 嘉兴珠宝展示柜品牌 2025-07-15
- 武汉发动机冷藏车离合器价格 2025-07-15
- 卡槽铝封边条 冲孔铝板 材6061 厂异型机器型材 铝方通 2025-07-15
- 深圳五金工具零部件 2025-07-15