相城区直线模组
线性模组的工作原理分为两个大的部分:一个为丝杆传动,另外一个为同步带传动,接下来,广途小编将详细的为大家讲解下两种传动模组的原理。1、丝杆传动的线性模组丝杆传动线性模组结构图丝杆传动,由伺服电机进行左右旋转运动,通过精密的联轴器来将伺服电机和滚珠丝杆连接到一起,从而丝杆进行旋转,丝杆又通过螺母将旋转运动变为直线运动,由于伺服电机和滚珠丝杆精密配合,从来带动安装在螺母上的滑座在直线导轨上做精密的直线运动,几种精密的元件搭配到一起,来进行精细的定位。(丝杆模组定位精度高,可以选择不同精度等级丝杆来达到不同场合的精度需求,并且伺服电机通过滚珠丝杆转化来的推力比较大,能满足很多大推力的使用场合,但是丝杆模组也有个问题,就是丝杆有长度限制,不能做超出细长比的范围,所以做的移动行程都不会做太长)。2.同步带传动的直线模组同步带传动线性模组结构图同步带传动,同样的驱动方式是伺服电机提供旋转的动力,然而和丝杆线性模组不一样就是,内部没有丝杆和螺母,取而代之的是同步轮和同步带,这个就比较简单了,同步轮装在伺服电机轴端上,伺服电机转动,带动同步轮来转动,同步带和齿轮咬合,同步带固定在滑座上。
丝杆模组和皮带模组那种好?相城区直线模组

线性模组,相信大家并不陌生,早已耳闻,它的出色特征让我们在工作作业中提高生产力的同时也保证了产生质量。线性模组之所以这么精细,这么高效,得益于各个部件的合理组成,相互作用。而作为主要部件之一的滚珠丝杆,相信大家也有听闻。那么它的制造工艺流程是怎样的的,大家可能不太清楚了。因此,小编就为大家讲解一下滚珠丝杆副的制造工艺。①精密磨制滚珠丝杆副:任何一条精密磨制滚珠丝杆副均严格按照以下基本工艺路线加工检验:审图→根据客户图纸编制工艺文件→丝杆毛坯下料→热处理并检验校直→加工端面,钻中心孔→粗车→高温时效并检验→加工端面并修中心孔→半精车→铣→粗磨→猝火并检验→研中心孔→粗磨→探伤→时效处理并检验→研中心孔→半精磨→激吻时效处理并检验→铣键槽→磨端部螺纹→研中心孔→精磨并***检验→装配→跑合→检验→防锈包装→检验→入库发运。②轧制滚珠丝杆副:审图→根据需要截取轧制丝杆→校直→端部退火→滚道抛光→加工轴端尺寸→装配→检验→防锈包装→检验→入库发运。每一套线性模组成品都来之不易,每一件滚珠丝杆的制作组成体现工程师的专业与用心。常熟手动直线模组同步带模组和丝杆模组有哪些不同?

对于皮带式直线导轨滑台和丝杆传动滑台两者之间的区别可能很多用户都难以区分,具有多年经验的技术工程师认为其实在实际运用中同步带传动的定位精度要比滚珠丝杆低。下面瑞成工业小编就给大家介绍。1.滚珠丝杆传动即由电机通过联轴器或同步带轮驱动滚珠丝杆转动,进而推动固定在直线导轨上的滑块前后移动。滚珠丝杆具有定位精度高,摩擦力小,刚性高,负载能力强特点。可是实现精细的定位。速度方面,取决于电机的转速和丝杆导程的大小。丝杆导程越大,相同的电机输出速度下单轴机械手滑块移动的速度也越大。2.同步齿形带传动是由电机驱动同步带的主动轮转动,进而有皮带带动直线导轨上的滑块前后移动。同步齿形带具有噪音低,移动速度快,成本较低等特点。速度方面,一般可以实现比滚珠丝杠更高的速度。同时没有临界速度的限制,在长行程传送方面具有更加的性价比。3.滚珠丝杆滑台在实际使用的条件下行走钢行比皮带要好,但是在电子行业,丝杆在其机械结构上优势不足。设计x、y轴运动的机械滑台,主要考虑以下几个方面:1、重量与大小,即主副2个模组满足刚性条件下的结构尺寸,速度,即主副2个的运动速度。2、安全可靠的稳定性、经济实用性。3、主副2个模组的定位精度。
直线模组**初是由德国人发明和使用的。它在世界范围内的广泛应用给自动化行业带来了巨大的变化。直线模组有多种形式,与线性导轨、滚珠丝杠的线性执行元件等以往的传动装置相比,显示了更大的优点,下面详细说明线性模块的3个优点。一、单个物体的运动速度可以通过快速减小摩擦力来提高。线性模组可以通过减小相互作用物体之间的摩擦力来提高直线的运动速度。同时,线性模组的定位速度也很快,时间消耗也降低。定位速度和直线运动速度的提高意味着可以改变定位速度和直线运动速度,短的时间内完成更多的工作,即工作效率***提高。皮带线性模块在速度优势方面尤为突出。二、重复定位精度高、定位速度快并不意味着影响线性模块的定位精度,在提高速度的同时,进一步提高了线性模块的定位精度,重复定位可以同时准确,不需要再次校正需要多次操作的部件,可以避免误差。直线滑台多种多样型号规格可提供选择,方便使用,短期内内本身和商品都无必须开展纠正。滚珠丝杠直线滑台在反复精度等级上占据较强的优点,它在当代激光器制造行业、激光切割制造行业这些运用非常普遍。三,体积小、寿命长、速度快、精度高不是线性模组的所有优点。皮带滑台模组的应用领域。
对于皮带式直线导轨滑台和丝杆传动滑台两者之间的区别可能很多用户都难以区分,具有多年经验的技术工程师认为其实在实际运用中同步带传动的定位精度要比滚珠丝杆低。下面瑞成工业小编就给大家介绍。1.滚珠丝杆传动即由电机通过联轴器或同步带轮驱动滚珠丝杆转动,进而推动固定在直线导轨上的滑块前后移动。滚珠丝杆具有定位精度高,摩擦力小,刚性高,负载能力强特点。可是实现精细的定位。速度方面,取决于电机的转速和丝杆导程的大小。丝杆导程越大,相同的电机输出速度下单轴机械手滑块移动的速度也越大。2.同步齿形带传动是由电机驱动同步带的主动轮转动,进而有皮带带动直线导轨上的滑块前后移动。同步齿形带具有噪音低,移动速度快,成本较低等特点。速度方面,一般可以实现比滚珠丝杠更高的速度。同时没有临界速度的限制,在长行程传送方面具有更加的性价比。3.滚珠丝杆滑台在实际使用的条件下行走钢行比皮带要好,但是在电子行业,丝杆在其机械结构上优势不足。设计x、y轴运动的机械滑台,主要考虑以下几个方面:1、重量与大小,即主副2个模组满足刚性条件下的结构尺寸,速度,即主副2个的运动速度。2、安全可靠的稳定性、经济实用性。3、主副2个模组的定位精度。 KK模组的优点是什么。工业园区高精密手动模组
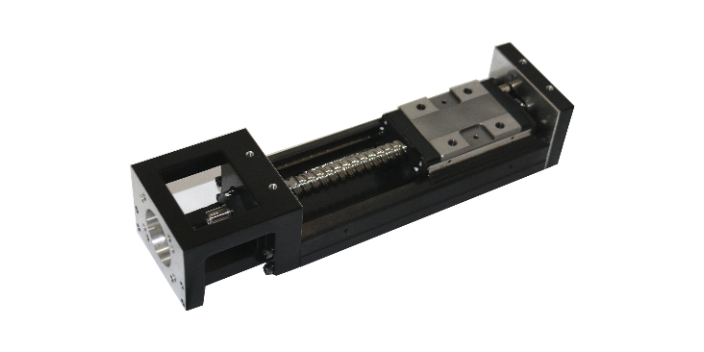
皮带模组和丝杆模组对比。相城区直线模组
线性模组,相信大家并不陌生,早已耳闻,它的出色特征让我们在工作作业中提高生产力的同时也保证了产生质量。线性模组之所以这么精细,这么高效,得益于各个部件的合理组成,相互作用。而作为主要部件之一的滚珠丝杆,相信大家也有听闻。那么它的制造工艺流程是怎样的的,大家可能不太清楚了。因此,小编就为大家讲解一下滚珠丝杆副的制造工艺。①精密磨制滚珠丝杆副:任何一条精密磨制滚珠丝杆副均严格按照以下基本工艺路线加工检验:审图→根据客户图纸编制工艺文件→丝杆毛坯下料→热处理并检验校直→加工端面,钻中心孔→粗车→高温时效并检验→加工端面并修中心孔→半精车→铣→粗磨→猝火并检验→研中心孔→粗磨→探伤→时效处理并检验→研中心孔→半精磨→激吻时效处理并检验→铣键槽→磨端部螺纹→研中心孔→精磨并***检验→装配→跑合→检验→防锈包装→检验→入库发运。②轧制滚珠丝杆副:审图→根据需要截取轧制丝杆→校直→端部退火→滚道抛光→加工轴端尺寸→装配→检验→防锈包装→检验→入库发运。每一套线性模组成品都来之不易,每一件滚珠丝杆的制作组成体现工程师的专业与用心。我们是一家专业生产销售线性模组的厂家,我们有专业的工程师团队。相城区直线模组
德川技研精密机械(昆山)有限公司依托可靠的品质,旗下品牌德川技研以高质量的服务获得广大受众的青睐。旗下德川技研在机械及行业设备行业拥有一定的地位,品牌价值持续增长,有望成为行业中的佼佼者。同时,企业针对用户,在模组,中空旋转平台,电缸,电机等几大领域,提供更多、更丰富的机械及行业设备产品,进一步为全国更多单位和企业提供更具针对性的机械及行业设备服务。公司坐落于昆山开发区大泽路69号,业务覆盖于全国多个省市和地区。持续多年业务创收,进一步为当地经济、社会协调发展做出了贡献。
- 云南电缸订做价格 2025-07-31
- 江西旋转平台 2025-07-31
- 江苏130旋转平台多少钱 2025-07-31
- 60旋转平台买谁家 2025-07-30
- 中空旋转平台与DD马达 2025-07-30
- 广东旋转平台制造厂家 2025-07-30
- 江西一体式电缸 2025-07-30
- 苏州伺服中空旋转平台 2025-07-30
- 静安区旋转平台生产厂家 2025-07-30
- 相城区电动旋转平台在哪买 2025-07-30
- 杭州全自动碳氢清洗采购 2025-07-31
- 浙江机械真空泵维修公司 2025-07-31
- 普陀区好的气动元件推荐厂家 2025-07-31
- 湖南分布式线路故障指示器生产厂家 2025-07-31
- 果蔬气调保鲜冷库报价 2025-07-31
- 广州录像机IC芯片去字 2025-07-31
- 天津哪里有通用机械配件 2025-07-31
- 汽车冲压件螺母凸焊机供应商 2025-07-31
- 云南国产通用机械配件 2025-07-31
- 盐城本地真空镀膜机 2025-07-31