皮带模组买谁家
线性模组,相信大家并不陌生,早已耳闻,它的出色特征让我们在工作作业中提高生产力的同时也保证了产生质量。线性模组之所以这么精细,这么高效,得益于各个部件的合理组成,相互作用。而作为主要部件之一的滚珠丝杆,相信大家也有听闻。那么它的制造工艺流程是怎样的的,大家可能不太清楚了。因此,小编就为大家讲解一下滚珠丝杆副的制造工艺。①精密磨制滚珠丝杆副:任何一条精密磨制滚珠丝杆副均严格按照以下基本工艺路线加工检验:审图→根据客户图纸编制工艺文件→丝杆毛坯下料→热处理并检验校直→加工端面,钻中心孔→粗车→高温时效并检验→加工端面并修中心孔→半精车→铣→粗磨→猝火并检验→研中心孔→粗磨→探伤→时效处理并检验→研中心孔→半精磨→激吻时效处理并检验→铣键槽→磨端部螺纹→研中心孔→精磨并***检验→装配→跑合→检验→防锈包装→检验→入库发运。②轧制滚珠丝杆副:审图→根据需要截取轧制丝杆→校直→端部退火→滚道抛光→加工轴端尺寸→装配→检验→防锈包装→检验→入库发运。每一套线性模组成品都来之不易,每一件滚珠丝杆的制作组成体现工程师的专业与用心。丝杆模组可以负载多重?皮带模组买谁家
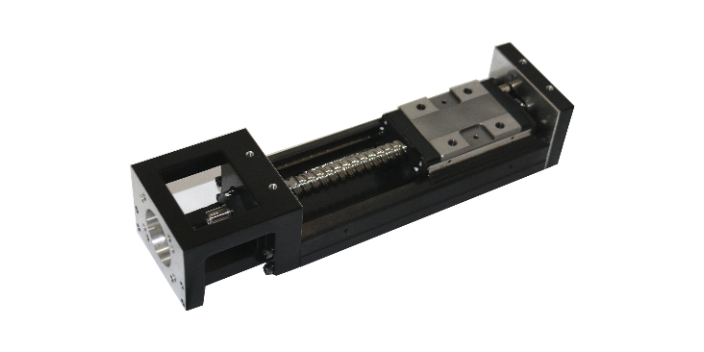
直线电机模组***自动化机械行业、电子行业等等。同为模组,却分为不同的类型,皮带、丝杆、两种不同的的直线模组在很多方面差别也很大,各有各的优点,当然具体还是看各自需求而定。皮带直线模组皮带直线模组主要由皮带、直线导轨、铝合金型材、联轴器、马达、等零部件组成,有全封闭式和半封闭式,特点是速度快,行程长。丝杆直线模组丝杆直线模组主要有滚珠丝杆,直线导轨,铝合金型材,联轴器、马达,等零部件组成,有全封闭式和半封闭式,安装方便,易于保养。两种不同的直线模组,因为规格不同,所以速度的比较就失去了意义。很多因素会影响的,速度,行程,一般行程越长,比较大速度越小;模组的宽度;丝杆的加工工艺与精度等等,在为设备选用模组时,要着重考虑比较大速度,这关系到设备的生产效率。皮带模组行程较滚珠丝杆大,但皮带模组只能用在X轴使用,而丝杆模组可以用在Z轴使用。且载荷也不相同,在选购的时候就需要各位详细的询问专业人员了。皮带直线模组与丝杆直线模组比较大的区别就是精度不同,相对应的价格相差大。皮带模组适用于对于精度要求不太高的场合,对速度要求高一点的场合就比较适合了,当然这个也需要“因地制宜”了。
吉林直线滑台模组皮带滑台模组在线咨询.

1、直线模组放三个传感器,前后两个主要是上下限位,防止电机运行异常时检测。防止更严重的撞击损害。撞击比较常见,损坏严重。轻一点联轴器坏掉,严重的丝杆或者电机损坏。中间的传感器主要作用为标定原点,基于原点,往左偏移多少,往右偏移多少,精度每次经过这个位置都会清0,会有一次误差而不会有多次误差。2、直线模组,丝杆速度运行快选择伺服电机,速度没有什么要求,速度较慢,选择步进电机。3、直线模组中电机与丝杆的联轴器主要起到三个作用。***是连接作用,第二是保护作用,第三是缓冲吸震作用。4、直线模组丝杆运行是两边需要加导向键。有两种选型的方式,***是选择滚珠导轨,第二是选择直线轴承与导杆来支撑。当底板是平的,导杆不好安装选择导轨。当在墙板上面,沿着墙板垂直方向运动,选择直线轴承与导杆来支撑方式。5、当两个滚子轴承面对面安装,内外圈用螺母卡主,能够承受一定的轴向力,丝杆在运行过程中肯定会承受轴向力。6、在丝杆的末端固定方式,外端用卡环锁住,内端自由释放,作用是丝杆在来回运动过程中产生热量导致热胀冷缩产生热应力,导致丝杆憋死或者轴承憋坏。
滚珠丝杠的速度为500m/s,从速度和加速度的对比上直线电机具有相当大的优势,而且直线电机在成功解决发热问题后速度还会进一步提高,而“旋转伺服电机+滚珠丝杠”在速度上却受到了较多限制很难再有所提高。从动态响应来讲直线电机因运动惯量和间隙以及机构复杂性等问题而占有***优势。在速度控制方面,直线电机响应更快,调速范围更宽,达1:10000,可以在启动瞬间达到最高转速,而且在高速运行时能迅速停止。4、噪音的区别直线电机比直线模组噪音小,因为直线电机不存在离心力的约束,运动时无机械接触,也就无摩擦和噪声。传动零部件没有磨损,可**减小机械损耗,避免拖缆、钢索、齿轮与皮带轮等所造成的噪声,从而提高整体效率。5、价格的区别直线电机在各方面的性能都比直线模组要高,因此,在价格上,直线电机会比较贵,通常会贵好几倍。以上就是直线模组与直线电机的主要区别,当然除了这些区别外,驱动器配备的也是不一样的,直线模组用的是伺服电机或步进电机控制,而直线电机本身就是驱动设备。KK模组运行速度是多少?

线性模组,相信大家并不陌生,早已耳闻,它的出色特征让我们在工作作业中提高生产力的同时也保证了产生质量。线性模组之所以这么精细,这么高效,得益于各个部件的合理组成,相互作用。而作为主要部件之一的滚珠丝杆,相信大家也有听闻。那么它的制造工艺流程是怎样的的,大家可能不太清楚了。因此,小编就为大家讲解一下滚珠丝杆副的制造工艺。①精密磨制滚珠丝杆副:任何一条精密磨制滚珠丝杆副均严格按照以下基本工艺路线加工检验:审图→根据客户图纸编制工艺文件→丝杆毛坯下料→热处理并检验校直→加工端面,钻中心孔→粗车→高温时效并检验→加工端面并修中心孔→半精车→铣→粗磨→猝火并检验→研中心孔→粗磨→探伤→时效处理并检验→研中心孔→半精磨→激吻时效处理并检验→铣键槽→磨端部螺纹→研中心孔→精磨并***检验→装配→跑合→检验→防锈包装→检验→入库发运。②轧制滚珠丝杆副:审图→根据需要截取轧制丝杆→校直→端部退火→滚道抛光→加工轴端尺寸→装配→检验→防锈包装→检验→入库发运。每一套线性模组成品都来之不易,每一件滚珠丝杆的制作组成体现工程师的专业与用心。我们是一家专业生产销售线性模组的厂家,我们有专业的工程师团队。手动模组和电动模组怎么选择?山东模组生产厂家
KK模组与皮带模组的区别?皮带模组买谁家
线性模组相信大家并不陌生,它的优势让我们在工作作业中提高生产力的同时也保证了产出质量。线性模组之所以这么精细,这么高效,得益于各个部件的合理组成,相互作用。而作为主要部件之一的滚珠丝杆,相信大家也有听闻。那么它的制造工艺流程是怎样的的,大家可能不太清楚了。因此,德川技研小编就为大家讲解一下滚珠丝杆副的制造工艺。①精密磨制滚珠丝杆副:任何一条精密磨制滚珠丝杆副均严格按照以下基本工艺路线加工检验:审图→根据客户图纸编制工艺文件→丝杆毛坯下料→热处理并检验校直→加工端面,钻中心孔→粗车→高温时效并检验→加工端面并修中心孔→半精车→铣→粗磨→猝火并检验→研中心孔→粗磨→探伤→时效处理并检验→研中心孔→半精磨→激吻时效处理并检验→铣键槽→磨端部螺纹→研中心孔→精磨并***检验→装配→跑合→检验→防锈包装→检验→入库发运。②轧制滚珠丝杆副:审图→根据需要截取轧制丝杆→校直→端部退火→滚道抛光→加工轴端尺寸→装配→检验→防锈包装→检验→入库发运。每一套线性模组成品都来之不易,每一件滚珠丝杆的制作组成体现工程师的专业与用心。皮带模组买谁家
德川技研精密机械(昆山)有限公司成立于2016-05-25,是一家专注于模组,中空旋转平台,电缸,电机的****,公司位于昆山开发区大泽路69号。公司经常与行业内技术**交流学习,研发出更好的产品给用户使用。公司主要经营模组,中空旋转平台,电缸,电机,公司与模组,中空旋转平台,电缸,电机行业内多家研究中心、机构保持合作关系,共同交流、探讨技术更新。通过科学管理、产品研发来提高公司竞争力。公司秉承以人为本,科技创新,市场先导,和谐共赢的理念,建立一支由模组,中空旋转平台,电缸,电机**组成的顾问团队,由经验丰富的技术人员组成的研发和应用团队。德川技研精密机械(昆山)有限公司以诚信为原则,以安全、便利为基础,以优惠价格为模组,中空旋转平台,电缸,电机的客户提供贴心服务,努力赢得客户的认可和支持,欢迎新老客户来我们公司参观。
- 湖南全密模组滑台多少钱 2025-06-08
- 黑龙江全密模组滑台工厂直销 2025-06-08
- 河南皮带模组滑台厂家 2025-06-08
- 浙江直线模组滑台 2025-06-08
- 吉林滑台工厂直销 2025-06-08
- 山东电动精密滑台厂家 2025-06-08
- 苏州电动滑台多少钱 2025-06-08
- 辽宁手动精密滑台工厂直销 2025-06-08
- 江苏手动滑台多少钱 2025-06-08
- 江西丝杆模组滑台在线咨询 2025-06-08
- 东莞板链式输送机多少钱 2025-06-08
- 哪里有表面处理自动化产品厂家 2025-06-08
- 江苏日立低压压缩机性能 2025-06-08
- 苏州弯管机价格 2025-06-08
- 大空间适用空调欢迎选购 2025-06-08
- 铜陵便宜的传动部件销售批量定制 2025-06-08
- 锡山区线路板产业 2025-06-08
- 新疆口碑好ZF齿轮箱配件销售电话 2025-06-08
- 江西立式通风设备品牌 2025-06-08
- 甘肃本地三通阀销售厂家 2025-06-08