遵义新型镀锌螺旋焊接复合钢管厂家批发价
镀锌螺旋焊接复合钢管以其独特的性能在众多管材中脱颖而出。其螺旋焊接的结构特点使得钢管在承受压力时具有更好的稳定性和可靠性。同时,镀锌层的存在有效地阻止了钢管表面与空气、水分等的接触,降低了氧化和腐蚀的速度。在矿山开采中,这种钢管常用于通风系统和排水系统。通风管道需要承受较大的风压,镀锌螺旋焊接复合钢管能够确保通风系统的正常运行,为矿工提供良好的工作环境。在排水方面,它能够快速、有效地排除矿井中的积水,保障生产安全。比如,在某金属矿山的开采过程中,由于地质条件复杂,井下积水严重。通过安装镀锌螺旋焊接复合钢管排水管道,成功解决了积水问题,提高了开采效率。它的设计如何满足流体动力学原理,以提高输送效率?遵义新型镀锌螺旋焊接复合钢管厂家批发价

镀锌螺旋焊接复合钢管质量检测与标准认证:镀锌螺旋焊接复合钢管的质量检测是确保产品品质和性能的重要环节。合家安生产厂家严格按照相关国家或行业标准进行生产和检测,对原材料的化学成分、物理性能、焊接质量、镀锌层厚度等多个方面进行严格把控。同时,还通过第三方机构进行产品认证和检测,以确保产品符合相关标准和要求。这些质量检测和标准认证措施不仅提高了产品的可靠性和安全性,也为客户提供了更加放心的选择。合家安镀锌螺旋焊接复合钢管应对复杂工况的能力:镀锌螺旋焊接复合钢管在应对复杂工况方面表现出色。无论是在高温高压的石油化工环境中,还是在低温严寒的北方地区,它都能保持稳定的性能和良好的工作状态。其优异的耐腐蚀性能、承压能力和抗变形能力,使得它能够在各种恶劣工况下正常运行。此外,其良好的密封性能和接口处理工艺也确保了管道在输送介质过程中的安全性和可靠性。通辽煤矿镀锌螺旋焊接复合钢管联系方式它的耐腐蚀特性,使得镀锌螺旋焊接复合钢管在化工行业得到许多应用。
三、焊接质量焊接质量是镀锌螺旋焊接复合钢管的关键技术指标之一。质量的焊接应保证焊缝连续、均匀、无夹渣、无裂纹等缺陷。焊接过程中,需要严格控制焊接参数,如焊接电流、电压、焊接速度等,以确保焊接质量。同时,焊接后的钢管还需进行严格的检测,如X射线检测、超声波检测等,以发现并修复潜在的焊接缺陷。四、镀锌层质量镀锌层的质量直接影响到钢管的耐腐蚀性能。质量的镀锌层应均匀、致密、无漏镀、无锌瘤等缺陷。镀锌过程中,需要控制锌液的温度、浸锌时间等参数,以确保镀锌层的质量。镀锌层的厚度也是重要的技术指标之一,它决定了钢管的耐腐蚀年限。一般来说,镀锌层的厚度越厚,钢管的耐腐蚀性能越好。
矿山的矿道布局往往错综复杂,不仅包含直线段,还有大量的弯道、斜坡乃至分支巷道,这对管道系统的布局提出了极高的要求。矿用镀锌螺旋焊接复合钢管凭借其独特的设计和制造工艺,展现出了在复杂矿道布局中的高度灵活性。首先,螺旋焊接工艺使得管道在生产过程中能够根据需要调整长度,从而避免了传统直缝焊接钢管因长度固定而带来的安装难题。在矿山中,这种灵活性意味着管道可以更加准确地适应矿道的长度需求,减少了因管道长度不匹配而导致的额外切割或拼接工作。其次,矿用镀锌螺旋焊接复合钢管还具备出色的可弯曲性。在矿道转弯或遇到斜坡时,传统刚性管道往往需要安装多个弯头或使用柔性接头来实现转向,这不仅增加了成本,还可能影响管道的密封性和稳定性。而镀锌螺旋焊接复合钢管则可以通过冷弯或热弯工艺,在保持管道整体强度和密封性的同时,实现平滑的弯曲过渡,很大简化了安装过程。此外,该管材的定制性也为其在复杂矿道布局中的应用提供了便利。根据矿道的实际情况,厂家可以生产出不同直径、壁厚和长度的管道,以满足矿山的个性化需求。这种定制化的生产方式不仅提高了管道系统的适配性,还有助于降低材料浪费和成本。螺旋焊接技术使得钢管在承受弯曲应力时更加稳定。
在矿场环境中,镀锌螺旋焊接复合钢管的使用需要深入的技术分析和操作规范。对于钢管的螺旋焊接工艺,焊接材料的选择要与钢管的材质相匹配,以保证焊缝的强度和韧性。此外,焊接过程中的保护气体也会影响焊缝的质量。例如,使用氩气和二氧化碳的混合气体作为保护气体,可以有效地防止焊缝氧化,提高焊缝的外观质量和内在性能。在矿山的瓦斯抽放系统中,钢管不仅要承受瓦斯气体的压力,还要防止瓦斯泄漏。这就要求钢管的焊缝进行 100%的无损检测,如 X 射线探伤、超声波探伤等。同时,钢管的密封性能也需要通过严格的气密试验来验证。以某瓦斯突出矿井为例,其瓦斯抽放系统采用了镀锌螺旋焊接复合钢管。焊接时选用了与钢管材质匹配的焊丝,并采用 80%氩气和 20%二氧化碳的混合保护气体。焊缝完成后,进行了 X 射线探伤和超声波探伤,确保焊缝无缺陷。在安装前,对每根钢管都进行了气密试验,试验压力为设计压力的 1.2 倍,保压 30 分钟,无泄漏现象方为合格。该类型钢管易于维护,降低了长期使用的维护成本。呼和浩特工程镀锌螺旋焊接复合钢管推荐货源
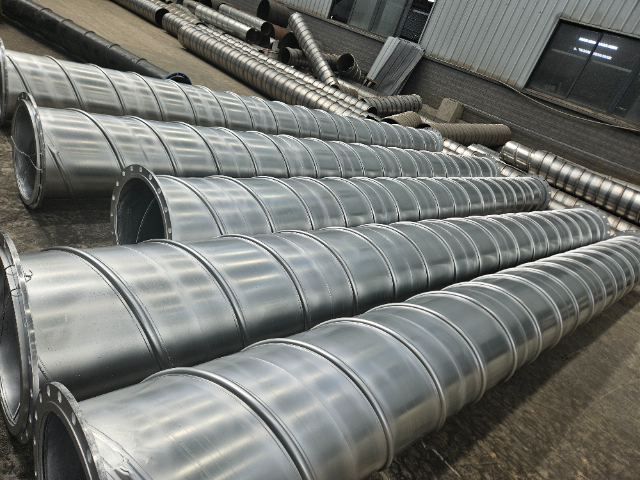
镀锌层均匀附着,增强了钢管表面的美观度和耐候性。遵义新型镀锌螺旋焊接复合钢管厂家批发价
在矿用环境中,镀锌螺旋焊接复合钢管是保障生产顺利进行的重要管材。从制造工艺来看,镀锌螺旋焊接复合钢管首先通过将钢带螺旋成型,然后进行焊接。焊接过程中,高温会使钢材局部融化,形成牢固的焊缝。但这个过程需要精确控制焊接温度、速度和电流等参数,以确保焊缝的质量。温度过高可能导致焊缝过烧,降低强度;速度过快则可能造成焊缝未完全融合,出现缺陷。在镀锌环节,通常采用热镀锌或电镀锌的方法。热镀锌时,钢管需要经过酸洗、助镀等预处理步骤,然后浸入高温锌液中,使锌层均匀附着。电镀锌则是通过电解作用将锌离子沉积在钢管表面。例如,在某煤矿的井下通风系统中,选用了直径为 600 毫米的镀锌螺旋焊接复合钢管。在安装过程中,由于井下空间有限,需要对钢管进行分段焊接。焊接工人严格按照工艺要求,控制焊接电流为 250 安培,焊接速度为 35 厘米/分钟,确保了焊缝的强度和密封性。同时,为了增强钢管的抗腐蚀能力,采用了热镀锌工艺,锌层厚度达到 80 微米,有效地延长了钢管的使用寿命。遵义新型镀锌螺旋焊接复合钢管厂家批发价
- 三沙防水镀锌管 2024-12-06
- 南充镀锌管质量怎么样 2024-12-05
- 曲靖质量镀锌管 2024-12-05
- 重庆镀锌管行业报价 2024-12-05
- 宜宾镀锌管批发价格 2024-12-05
- 渝中区镀锌管用途 2024-12-05
- 广元优势镀锌管 2024-12-05
- 好用的镀锌管哪家好 2024-12-05
- 广元镀锌管报价 2024-12-05
- 大渡口区镀锌管批量定制 2024-12-04
- 厦门外径22毫米蓝宝石保护套管专业定制 2025-05-30
- 南通好的智能化拉丝机组哪家好 2025-05-30
- 新吴区智能智能化拉丝机组联系方式 2025-05-30
- 武汉12mm铝板材推荐货源 2025-05-30
- 江苏粉末粒径分布均匀的微米银包铜粉联系方式 2025-05-30
- 商丘5mm铝板材 2025-05-30
- 江苏智能激光切割机价钱 2025-05-30
- 惠山区高效率金属锯床厂家供应 2025-05-30
- 江苏焊接法兰现货 2025-05-30
- 连云港好用的不锈钢冷轧板批量定制 2025-05-30