黔西南工程镀锌螺旋焊接复合钢管安装规范
螺旋钢管是一种具有螺旋状焊缝的钢管,通常采用螺旋焊接工艺制成。在钢板或钢带被卷成螺旋形后,经过高频焊接或双联焊接的方式连接,然后形成连续的螺旋焊缝。螺旋钢管的标准是根据适用范围和验收规定来区分:部标SY/T5037-2023的螺旋钢管适用范围是普通流体输送管道,国标GB/T9711-2023适用范围是石油天然气工业管线输送系统用钢管,而GB/T3091-2015的螺旋钢管是用于燃气、水煤气、空气、采暖、蒸汽等低压流体输送管道。验收规定上,这三个标准的螺旋钢管探伤检验标准都是不同的,GB/T9711标准的螺旋钢管要严于SY/T5037和GB/T3091的。钢管的镀锌层与基材紧密结合,增强了整体的耐腐蚀性能。黔西南工程镀锌螺旋焊接复合钢管安装规范
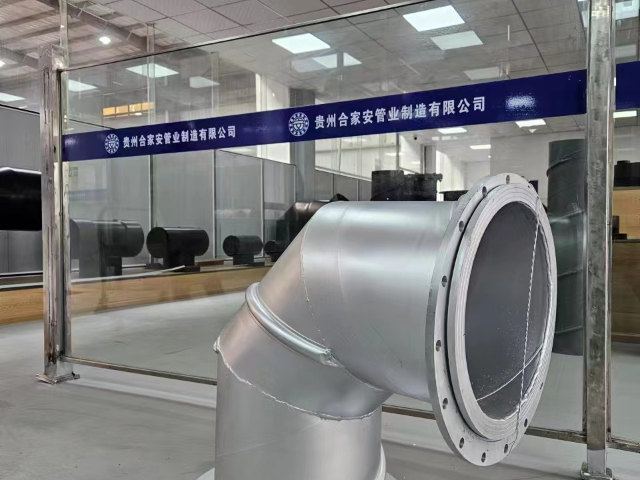
镀锌螺旋焊接复合钢管在建筑行业的应用:在建筑行业,镀锌螺旋焊接复合钢管凭借其优异的耐腐蚀性和良好的机械性能,成为了众多工程项目的优先材料。它不仅能够抵御恶劣环境下的氧化、腐蚀,还具备较高的承压能力和良好的密封性,特别适用于给排水系统、消防系统以及暖通空调管道的安装。此外,其螺旋焊接的结构设计使得管道在运输和安装过程中更加灵活便捷,有效降低了施工难度和成本。因此,镀锌螺旋焊接复合钢管在高层建筑、商业综合体、工业厂房等建筑项目中得到了广泛应用。包头优势镀锌螺旋焊接复合钢管规格镀锌螺旋焊接复合钢管在不同地质条件下的适应性如何?
螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。埋弧自动焊是在1940年发明的一种新的焊接方法,它和前面的手工焊相同的地方是它还是采用渣保护,但是这个渣不是焊条的药皮,是专门熔炼出来的焊药。螺旋钢管的焊接方法尤其独特的特点,特点就是:采用一个挤压装置先对未焊接的焊缝两侧钢板的内侧表面进行挤压,消除不平的突出点,保证未焊接的焊缝两侧的钢板内侧光洁平滑,然后焊接。同时,该挤压装置又作为焊头的定位装置,即将焊头与挤压装置紧紧的固定在一起,当挤压装置沿着未焊接的焊缝移动时,保证焊头也很准确地沿着未焊接的焊缝移动,从而保证了焊头始终处在焊缝的中间位置。这样就能保证生产线自动焊接出焊缝的质量稳定优良,基本不需要人工返修。螺旋钢管的这种焊接这种方法,其中的优点是完全实现了自动化;第二个优点,它是在埋弧底下进行焊接,所以它的热交换和保护性能比较强,焊接出来的质量比较高;第三个优点,由于埋弧自动焊中电弧埋在焊药底下。螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。
合家安矿用镀锌螺旋焊接复合钢管在维护方面表现出色,有效降低了矿山的运营成本。该管材的耐腐蚀性和耐磨性减少了因介质腐蚀和冲刷导致的管道损坏和维修频率。同时,其螺旋焊接结构使得管道在维修和更换时更加方便快捷。当局部管段出现问题时,只需对损坏部分进行切割和更换即可,无需整段更换,很大降低了维修成本和停机时间。此外,该管材还具有良好的密封性能,减少了因泄漏导致的物料损失和环境污染风险。这些优点共同为矿山企业节约了运营成本,提高了经济效益。钢管的镀锌处理工艺对其防腐性能的影响有多大?
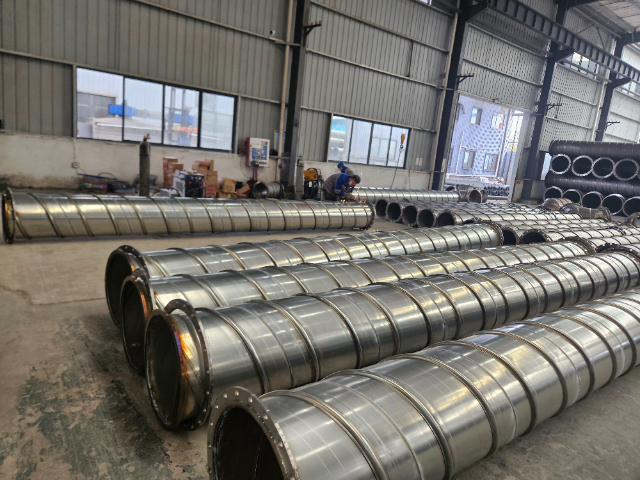
镀锌螺旋焊接复合钢管的制造工艺;镀锌螺旋焊接复合钢管,作为一种高效能的管材产品,其制造工艺融合了精密的螺旋成型与先进的镀锌技术。在生产过程中,高质量的钢板首先经过精确的剪裁与预弯处理,随后在自动化设备上进行螺旋卷曲,形成连续的管状结构。这一步骤确保了管道内壁的光滑与外径的均匀性。紧接着,通过高频焊接技术,将螺旋卷曲的钢板边缘牢固熔合,形成连续且致密的焊缝。之后,管道表面经过热浸镀锌处理,一层均匀致密的锌层牢牢附着于钢管表面,有效提升了管道的耐腐蚀性和使用寿命。整个工艺流程严格把控,确保每一根镀锌螺旋焊接复合钢管都能达到高标准的质量要求。其稳定的化学性质,确保了钢管在不同介质中的稳定性。煤矿镀锌螺旋焊接复合钢管联系方式
钢管内外镀锌,双重保护,有效抵御外界环境侵蚀。黔西南工程镀锌螺旋焊接复合钢管安装规范
镀锌螺旋焊接复合钢管在矿山领域的应用展现出了其强大的性能和适应性。在矿山的物料输送系统中,无论是固体矿石还是液体矿浆,都对输送管道提出了严格的要求。镀锌螺旋焊接复合钢管凭借其良好的耐磨损和耐腐蚀性能,能够在长时间的输送过程中保持稳定的工作状态。例如,在某铁矿的选矿厂中,需要将矿浆从选矿设备输送到浓缩池。采用镀锌螺旋焊接复合钢管作为输送管道,有效地避免了矿浆对管道的侵蚀,减少了管道的更换和维修频率。而且,钢管的螺旋焊接结构使其在安装和连接时更加方便快捷,提高了施工效率。同时,在矿山的通风降温系统中,这种钢管也能够有效地输送冷空气,改善井下的工作环境,提高矿工的工作舒适度和生产效率。黔西南工程镀锌螺旋焊接复合钢管安装规范
- 三沙防水镀锌管 2024-12-06
- 南充镀锌管质量怎么样 2024-12-05
- 曲靖质量镀锌管 2024-12-05
- 重庆镀锌管行业报价 2024-12-05
- 宜宾镀锌管批发价格 2024-12-05
- 渝中区镀锌管用途 2024-12-05
- 广元优势镀锌管 2024-12-05
- 好用的镀锌管哪家好 2024-12-05
- 广元镀锌管报价 2024-12-05
- 大渡口区镀锌管批量定制 2024-12-04
- 370不锈钢板厂家 2025-06-02
- 阜阳门窗爆花粉末生产商 2025-06-02
- 广东陶瓷釉料供应商 2025-06-02
- 广东钽片供应商 2025-06-02
- 烟台市胀管机厂家 2025-06-02
- 北京1公分雪弗板哪家好 2025-06-02
- 301-BA不锈钢板材料 2025-06-02
- 新吴区质量卷取机哪家好 2025-06-02
- 贵州夹胶玻璃供应 2025-06-02
- 印尼酸洗石英砂成分 2025-06-02