普陀区代理西门子PLC安装导轨6ES73901AJ300AA0
且通过磁性部件可将导轨主体吸合于设备的安装机架上,电路元器件则安装在导轨主体上。具体的说,在本实施方式中,绝缘层包覆于导轨主体外,因而在避免导轨主体导电的同时,还不会影响到磁性部件的磁力,保证通过磁性部件能够将导轨主体稳定地吸合在设备的安装机架上。当然,在实际使用过程中,绝缘层也可包覆在磁性部件外,由于绝缘层会对磁性部件的磁力产生一定的影响,因而磁性部件通常采用磁力较强的磁铁以保证导轨主体能够吸合在设备的安装机架上。此外,在本实施方式中,绝缘层为塑料层,由塑料层对导轨主体进行包覆时,可通过包塑工艺进行。进一步的,在本实施方式中,磁性部件可包括至少一个磁铁,且当设置有多块磁铁时,各块磁铁可沿导轨主体固定侧的长度方向进行等距排列。本领域的普通技术人员可以理解,上述各实施方式是实现本实用新型的具体实施例,而在实际应用中,可以在形式上和细节上对其作各种改变,而不偏离本实用新型的精神和范围。在相关 SIMATIC S5 扩展单元中,可以寻址 SIMATIC S5-115U/-135U/-155U 的所有输入/输出模块。普陀区代理西门子PLC安装导轨6ES73901AJ300AA0
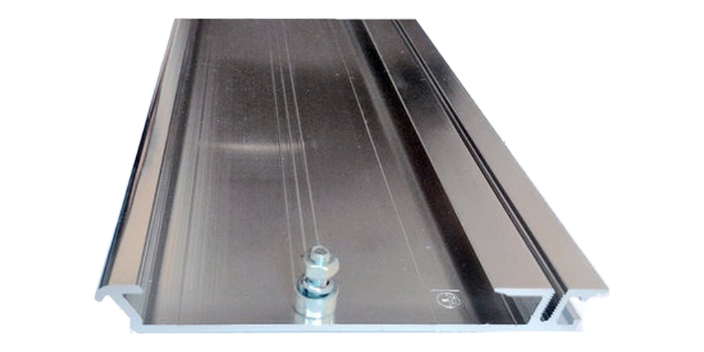
本工艺标准是对电梯安装工程质量的比较低要求,所规定的项目都必须达到合格。电梯安装工程质量验收除应执行本工艺标准外,尚应符合现行有关国家标准的规定。2术语电梯安装工程电梯生产单位出厂后的产品,在施工现场装配成整机至交付使用的过程。注:本工艺标准中的“电梯”是指电力驱动的曳引式或强制式电梯、液压电梯。电梯安装工程质量验收电梯安装的各项工程在履行质量检验的基础上,由监理单位(或建设单位)、土建施工单位、安装单位等几方共同对安装工程的质量控制资料、隐蔽工程和施工检查记录等档案材料进行审查,对安装工程进行普查和整机运行考核,并对主控项目全验和一般项目抽验,根据本工艺标准以书面形式对电梯安装工程质量的检验结果做出确认。土建交接检验电梯安装前,应由监理单位(或建设单位)、土建施工单位、安装单位共同对电梯井道和机房(如果有)按本工艺标准的要求进行检查,对电梯安装条件作出确认。3基本要求安装单位施工现场的质量管理应符合下列规定:具有完善的验收标准、安装工艺及施工操作规程。普陀区配套西门子PLC安装导轨6ES73901AJ300AA0DIN导轨具有用于固定螺丝的4个孔和1个接地导线螺栓。
集油槽214为矩形槽结构,集油槽214固定连接在安装块211的底面上,且集油槽214的左侧端面位于安装块211左侧端面的左侧,集油槽214的左侧端面位于毛刷212中刷毛末端所在平面的右侧。出油嘴213固定连接在安装块211上,且出油嘴213的出油端位于台阶部210中底面的上方,出油嘴213通过三通与注油管12相连通。涂油器21在使用时,润滑油从出油嘴213流出,并滴至台阶部210的斜面上,并顺着斜面向下面至毛刷212上。在对轨道的导轨面涂刷润滑油过程中,集油槽214的左端面位于刷毛末端所在平面与安装块211左端面之间,在将毛刷212抵触在导轨面上时,保证集油槽214的左端面与导轨面贴合即可,此时刷毛被抵触在导轨面上,刷毛被压缩后有一定的弹性,避免集油槽214与导轨面之间刚性接触。在涂刷润滑油时,流下的部分润滑油会沿着倒角斜面下至集油槽214内,被集油槽214回收。本发明的涂油器使用时,是对流下的油进行部分回收,亦控制减少润滑油的浪费。本发明中的机架11包括安装板111、限位板112和卡块113,两个限位板112对称固定连接在安装板111上,两卡块113固定连接在安装板111上,且一个卡块113对应与一个限位板112相互卡接。限位板112包括一种板体115和第二板体116。
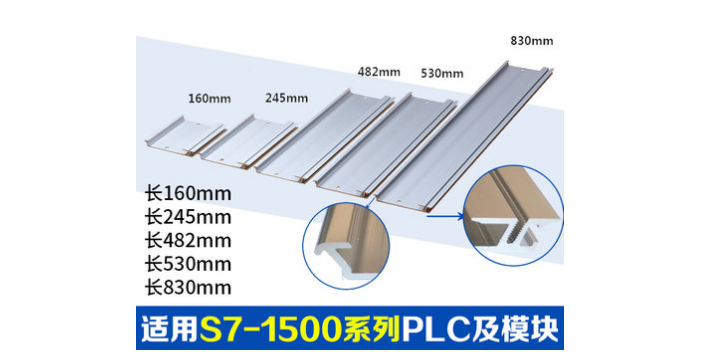
DIN导轨是S7-300可编程控制器的机械安装导轨,该导轨用螺丝安装在固定物上面。S7-300的所有模块均直接用螺丝固定在导轨上,导轨采用铝合金制作,为了防止表面铝被氧化影响接地性能,表面特别镀上金属丝,另设接地螺丝,保证装上模块的整个系统有效的接地,产品包装。表面精密氧化处理。SIMATICS7-300的机械安装机架用于安装调试可用螺丝拧紧到墙上安装方式:可以垂直或水平安装S7-300。所允许的环境空气温度和CPU模块的位置如下:垂直装配:0℃至40℃水平装配:0℃至60℃始终将CPU和电源模块安装在左侧或底部。安装间距:必须保持如图中所示的间距,以便为安装模块提供充足的空间,并能够散发模块所产生的热量。下图显示的是安装在多个机架上的S7-300装配,其中显示了各机架与相邻组件、电缆槽、机柜壁之间的间距。例如,在沿电缆槽为模块接线时,屏蔽接触元件底部与电缆槽间的小间距为40mm。DIN导轨安装孔要求DIN导轨具有用于固定螺丝的4个孔和1个接地导线螺栓一米长以上的装配导轨可以削减到任何特殊长度。不带用于固定螺丝的安装孔和接地导线螺栓。四个用于安装固定螺丝的孔(关于尺寸大小的信息,请参阅“固定孔的尺寸”)如果导轨长度超出了830mm,则必须提供附加孔。 安装在多个机架上的S7-300装配,其中显示了各机架与相邻组件、电缆槽、机柜壁之间的间距。

24VDC)6ES7321-1BH50-0AA0开入模块(16点,24VDC,源输入)6ES7321-1BL00-0AA0开入模块(32点,24VDC)6ES7321-7BH01-0AB0开入模块(16点,24VDC,诊断能力)6ES7321-1EL00-0AA0开入模块(32点,120VAC)6ES7321-1FF01-0AA0开入模块(8点,120/230VAC)6ES7321-1FF10-0AA0开入模块(8点,120/230VAC)与公共电位单独连接6ES7321-1FH00-0AA0开入模块(16点,120/230VAC)6ES7321-1CH00-0AA0开入模块(16点,24/48VDC)6ES7321-1CH20-0AA0开入模块(16点,48/125VDC)6ES7322-1BH01-0AA0开出模块(16点,24VDC)6ES7322-1BH10-0AA0开出模块(16点,24VDC)高速6ES7322-1CF00-0AA0开出模块(8点,48-125VDC)6ES7322-8BF00-0AB0开出模块(8点,24VDC)诊断能力6ES7322-5GH00-0AB0开出模块(16点,24VDC,单独接点,故障保护)6ES7322-1BL00-0AA0开出模块(32点,24VDC)6ES7322-1FL00-0AA0开出模块(32点,120VAC/230VAC)6ES7322-1BF01-0AA0开出模块(8点,24VDC,2A)6ES7322-1FF01-0AA0开出模块(8点,120V/230VAC)6ES7322-5FF00-0AB0开出模块(8点,120V/230VAC,单独接点)6ES7322-1HF01-0AA0开出模块(8点,继电器,2A)6ES7322-1HF10-0AA0开出模块(8点,继电器,5A。 8PT SIVACON 是专门由标准模块和型式码模块制成的。普陀区配套西门子PLC安装导轨6ES73901AJ300AA0
安装或拆卸任何电气设备之前,请确保已切断该设备的电源。同时,还要确保已切断所有相关设备的电源。普陀区代理西门子PLC安装导轨6ES73901AJ300AA0
一般吊装总重不超过3kN(≈300kg)整条轨道可分几次吊装就位。图(轨道):,如不符合要求,应调整导轨前后距离和中心距离,然后再用找道尺进行细找。、找正导轨(图)。图1扭曲调整:将找道尺端平,并使两指针尾部侧面和导轨侧工作面贴平、贴严,两端指针前列指在同一水平线上,说明无扭曲现象。如贴不严或指针偏离相对水平线,说明有扭曲现象,(微信公众号:电梯)则用垫片调整导轨支架与导轨之间的间隙(垫片不允许超过三片)使之符合要求。为了保证测量精度,用上述方法调整以后,将找道尺反向180°,用同一方法再进行测量调整,直至符合要求。2调整导轨垂直度和中心位置:调整导轨位置,使其端面中心与基准线相对,并保持规定间隙(如规定3mm)(图)。图3找间距:操作时,在找正点处将长度较导轨间距L小~1mm的找道尺端平,用塞尺测量找道尺与导轨端面间隙,使其符合要求。(找正点在导轨支架处及两支架中心处。)两导轨端面间距L(图),其偏差在导轨整个高度上应符合表图两导轨端面间距的偏差要求表电梯速度2m/s以上2m/s以下轨道用途轿厢对重轿厢对重偏差不大于(mm)+1、-0+2、-0+2、-0+2、-0上述三条必须同时调整。使之达到要求。1导轨接头处,。 普陀区代理西门子PLC安装导轨6ES73901AJ300AA0
- 四川主营AD16系列信号指示灯厂家现货 2025-07-20
- 安徽接触器AD16系列信号指示灯 2025-07-20
- 浙江销售AD16系列信号指示灯推荐厂家 2025-07-20
- 无锡限位开关ALS1 P11 S1 2025-07-20
- 上海直供限位开关ALS1 PF D1 2025-07-20
- 6ES7288-1SR20-0AA0模块控制器 2025-07-20
- 江苏西门子AD16系列信号指示灯型号 2025-07-20
- 6ES7322-1HF01-4AA2模块控制器 2025-07-20
- 青浦区上海二工电流互感器系列 2025-07-20
- 6ES7532-5ND00-0AB0 2025-07-20
- 四川民用船卫星天线线束厂家供应 2025-07-20
- 福州供水变频柜 2025-07-20
- 深圳远程智能水表按需定制 2025-07-20
- 长沙产品极限高加速寿命试验价格明细 2025-07-20
- 储能产品外观设计收费怎么样 2025-07-20
- 惠山区智慧应急数据治理平台哪家好 2025-07-20
- 比较实用的繁易伺服驱动器安装尺寸说明 2025-07-20
- 金山区如何IGBT模块设计 2025-07-20
- 成都繁易触摸屏7寸 2025-07-20
- 青浦区推广熔断器批发 2025-07-20