设备焊管机供应商
焊接系统是焊管机的关键,其焊接质量直接关乎焊管性能与寿命。电阻焊在焊管生产中应用较广,利用电流通过焊件产生电阻热,使焊件接触部位迅速升温至塑性或熔化状态,再在压力作用下完成焊接。电阻焊焊接速度快、效率高,尤其适用于大批量生产中小口径焊管。焊接电流、时间、压力是关键参数,需依管材材质、厚度精确匹配调整。如厚管材电阻大,需大电流、长时间确保焊缝熔深与强度;薄壁管材则要严控参数,防烧穿、焊缝过宽等缺陷。氩弧焊因焊接质量高,在食品卫生管、不锈钢装饰管等对焊接质量要求极高的领域备受青睐。氩气隔绝空气杂质,防止焊缝金属氧化、氮化,其焊接参数包括电流、电压、速度、氩气流量等,同样需根据管材实际情况优化调整。化工用焊管机耐腐蚀性能强,满足化工管道特殊需求。设备焊管机供应商

焊管机的安装需要专业技术人员依照规范操作。安装前,要对设备各部件进行详细检查,确保无损坏、缺失。依据设备布局图,选择合适安装场地,保证地面平整、坚实,具备足够空间,满足设备运行与维护需求。安装过程中,先安装基础框架,确保其水平度与垂直度符合要求,再依次安装放卷装置、矫平机、成型机、焊接系统、定径装置、飞锯机等部件,各部件安装要牢固,连接部位要对齐。电气线路连接需严格遵循电气安全规范,确保接线正确、牢固,做好绝缘防护,防止漏电事故。安装完成后,进行全部调试与试运行,检查设备各部件运行是否正常,调试焊接参数、切割长度等关键指标,确保设备达到好的运行状态,满足生产要求。陕西换热冷凝器管焊管机供应商建筑结构用焊管要求强度高、焊接性能良好。
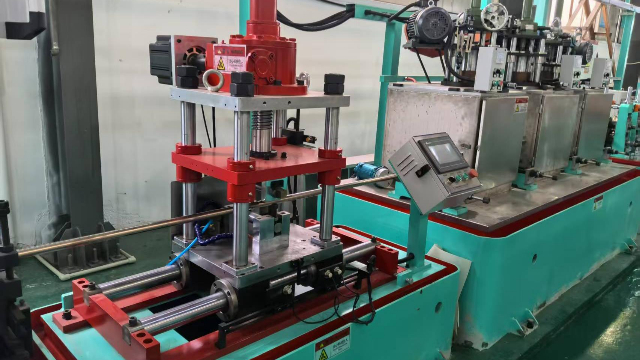
焊管机的工作原理焊管机的工作原理基于金属的塑性变形和焊接技术。首先,带钢通过开卷机被展开,然后进入矫平机,将带钢表面的不平整消除,确保其平整度符合后续加工要求。接着,经过成型机,带钢在一系列轧辊的作用下逐渐被弯曲成圆形或其他特定形状。此时,管材的边缘被送至焊接区域,利用高频电流或其他焊接方式,使管材边缘迅速加热并融合在一起,形成牢固的焊缝。然后通过定径机对焊接后的管材进行尺寸校准,使其达到精确的外径和壁厚尺寸。整个过程自动化程度高,能够高效、稳定地生产出各种规格的焊管。
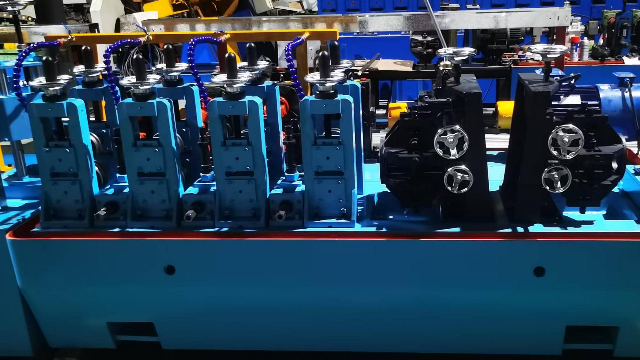
放卷装置在焊管机生产线中扮演着起始环节的重要角色。它的任务是将成卷的金属板材以稳定、匀速的状态展开,为后续的矫平、成型等工序提供连续的原料供应。质量的放卷装置配备了先进的张力控制系统,该系统能够依据板材的材质、厚度以及生产速度的变化,实时自动调整放卷张力。例如,对于较薄且质地柔软的金属板材,系统会适当降低张力,防止板材被过度拉伸;而对于较厚、强度较高的板材,则会增大张力,确保放卷过程的平稳。同时,为了避免板材在放卷过程中出现偏移,一些放卷装置还集成了纠偏系统。通过高精度的传感器实时监测板材位置,一旦发现板材偏离预定轨道,纠偏机构会立即启动,迅速调整板材位置,保证其准确无误地进入后续设备。此外,放卷装置的承重能力也需根据实际生产需求进行合理设计,以适应不同规格和重量的卷料,从而保障焊管机生产线能够持续、高效地运行,为高质量焊管的生产奠定坚实基础。焊管机的在线飞锯装置可实现管材的定尺切割,精度 ±1mm。
焊管机的新技术应用 - 激光焊接技术:在焊管机领域,激光焊接技术正逐渐崭露头角并得到广泛应用。激光焊接具有能量密度高、焊接速度快、热影响区小等优势。与传统焊接方式相比,激光焊接能够使焊管的焊缝更加精细、美观,且强度更高。当焊管机采用激光焊接技术时,聚焦的激光束能够迅速将管材边缘的金属熔化并融合在一起,形成高质量的焊缝。这种技术尤其适用于对焊接质量要求极高的薄壁管材以及一些特殊材质的管材焊接。例如,在电子设备制造中使用的精密焊管,激光焊接能够确保焊缝的平整度和密封性,满足电子元件对管材的严格要求。同时,激光焊接的自动化程度高,可以与焊管机的自动化生产线无缝衔接,进一步提高生产效率和产品质量的稳定性。随着激光技术的不断发展和成本的逐渐降低,激光焊接在焊管机中的应用前景将更加广阔。焊管机的焊接电流调节范围为 50-500A,适用于不同厚度的板材。福建设备焊管机采购
飞锯切断装置能在焊管运动时快速、平整地完成切断。设备焊管机供应商
焊管机的高精度是其突出的性能优势之一。在管材的生产过程中,从带钢的送料速度控制到管材成型的尺寸精度,再到焊接缝的位置和质量,都需要极高的精度控制。现代先进的焊管机配备了高精度的传感器和自动化控制系统,能够实时监测和调整生产过程中的各项参数。例如,在定径工序中,通过精密的定径装置和测量仪器,可将管材的外径公差控制在极小的范围内,通常能达到 ±0.1mm 甚至更小。这种高精度保证了管材在使用时的互换性和连接的紧密性,尤其对于一些对尺寸精度要求苛刻的应用领域,如汽车制造、航空航天等,高精度的焊管机生产的管材能够满足其严格的质量标准,很大提高了产品的质量和可靠性。设备焊管机供应商
- 广西船舶用管焊管机机械设备制造商 2025-06-22
- 广西工业管焊管机代理商 2025-06-22
- 浙江换热冷凝器管焊管机哪个好 2025-06-22
- 江西直销焊管机厂家直销 2025-06-22
- 福建一体化焊管机源头厂家 2025-06-22
- 广东全自动焊管机厂家报价 2025-06-22
- 广西螺旋焊管机源头厂家 2025-06-22
- 四川螺旋焊管机机械设备制造商 2025-06-22
- 四川多功能焊管机销售厂家 2025-06-22
- 四川多功能焊管机加工厂 2025-06-21
- 临平区大型机械设备装卸平台 2025-06-22
- 陕西热熔胶热压机出厂价 2025-06-22
- 丽水节能电机哪种好 2025-06-22
- 江苏高速精密激光切管机质量 2025-06-22
- 上海厨房后场地沟隔渣篮 2025-06-22
- 整合研磨机推荐 2025-06-22
- 海珠ABB工业机器人控制器 2025-06-22
- 湖州数控机床直销 2025-06-22
- 宝山区自动化工业机器人 2025-06-22
- 广州进口逻辑控制器(PLC)一般多少钱 2025-06-22