安徽数控高速数控龙门铣方案
段落一:懒人高速数控龙门铣的稳定性优势在机械制造业中,稳定性是评价一台设备性能优劣的重要指标之一。而懒人高速数控龙门铣以其出色的稳定性,赢得了市场的多数认可。首先,懒人高速数控龙门铣的机身设计坚固,采用比较强度材料制造,确保了设备在长时间、比较强度的工作环境下仍能保持稳定运行。这种设计不仅减少了因设备振动导致的加工误差,还很大延长了设备的使用寿命。其次,懒人高速数控龙门铣的控制系统采用了先进的数控技术,能够实现精细的运动控制和加工参数调整。通过智能化的算法和优化的程序,设备能够自动校正加工过程中的偏差,确保加工精度的稳定性。此外,懒人高速数控龙门铣还配备了多重安全防护措施,如过载保护、急停装置等,有效保障了设备在异常情况下的安全稳定运行。这些措施不仅降低了设备故障率,还提高了生产的安全性。因此,无论是在高精度加工、大批量生产还是长时间连续作业等场景下,懒人高速数控龙门铣都能展现出其明显的稳定性优势,为用户带来可靠的生产保障。
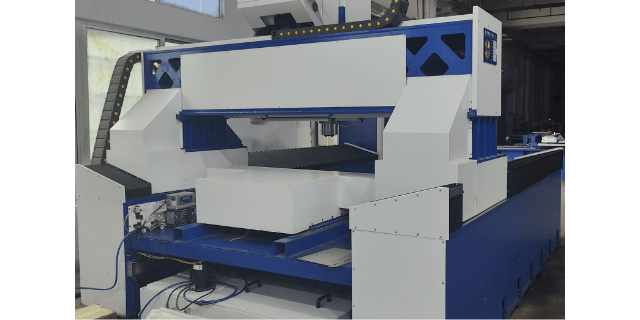
高速数控龙门铣应用于机加行业设备床身、机架的钻孔、攻牙、铣削加工。安徽数控高速数控龙门铣方案
段落二:懒人高速数控龙门铣的精确测量与质量控制懒人高速数控龙门铣在精确测量和质量控制方面同样表现出色。它配备了高精度的测量系统和先进的传感器,能够实时监测加工过程中的各项参数,确保加工精度和质量始终处于比较好状态。同时,它还具备自动补偿和校正功能,能够自动调整加工参数,消除误差,进一步提升加工精度和稳定性。对于质量控制,懒人高速数控龙门铣同样不遗余力。它采用严格的质量管理体系和标准化的操作流程,确保每一个环节都符合质量标准。此外,它还具备强大的数据分析和处理能力,能够对加工过程中的数据进行实时分析和处理,及时发现并解决问题,确保产品质量始终如一。广东加工高速数控龙门铣高速数控龙门铣加工准确,提升产品附加值。
懒人自动化高速数控龙门铣的优点:加工精度高:数控系统能够精确控制各个轴的移动,较大提高了加工精度和稳定性,保证了工件的高质量加工。加工效率高:采用先进的数控技术和机械手系统,使得加工速度更快,生产效率更高,有效缩短了生产周期。适应性强:能够应对多种类型的加工需求,不受加工对象限制,广泛应用于航空、汽车、模具制造等多个领域。操作简便:采用电脑控制系统,操作界面直观易用,降低了对操作人员的技能要求,使得操作更加便捷。
懒人自动化高速数控龙门铣加盟培训还注重团队协作能力的培养。在培训过程中,学员们将分组进行实践操作和讨论,通过团队合作来解决问题。这种团队协作的教学模式不仅培养了学员们的合作精神,还提高了他们的沟通和协调能力,为未来的工作打下了坚实的基础。还有,该培训还提供个性化的学习支持。培训团队会根据学员的实际情况和学习进度,制定个性化的学习计划,并提供一对一的辅导和指导。这种个性化的学习支持能够帮助学员更好地掌握知识和技能,实现自我提升和成长。懒人自动化高速数控龙门铣加盟培训具有实战操作能力强、注重创新思维培养、课程内容丰富多样、团队协作能力强以及个性化学习支持等特点。这些特点使得该培训成为了一个多方面、高效、具有广阔前景的学习平台,为加盟者提供了宝贵的学习和发展机会。高速数控龙门铣加工准确,提升整体生产效益。
懒人自动化高速数控龙门铣的加工工艺是一种高度自动化和精确化的制造技术,特别适用于大型、复杂工件的加工。以下是对其加工工艺的详细介绍:高精度加工:龙门铣床通过精确的数控系统控制,能够实现微米级的加工精度。无论是工件的平面、斜面还是空间曲面,龙门铣床都能够进行高精度的切削,确保零部件的尺寸精确、形状规整。同时,设备的高刚度与热稳定性保证了制造的高精度,有效避免了人为因素带来的误差。多面加工能力:龙门铣床具有对工件进行多面加工的能力,这意味着在一次装夹中,可以完成工件多个表面的加工。这不仅提高了加工效率,还减少了因多次装夹带来的定位误差,保证了加工质量。高速切削:通过高速切削功能,龙门铣床能够快速去除工件上的多余材料,较大缩短了加工周期。同时,高速切削也有助于减少切削力,降低刀具磨损,提高加工效率。自动化换刀:龙门铣床配备了自动换刀系统,能够根据加工需求自动更换刀具。这不仅减少了人工干预,提高了加工过程的稳定性,还降低了因换刀导致的停机时间,进一步提高了加工效率。 高速数控龙门铣稳定可靠,高效率加工助力发展。北京直销高速数控龙门铣规格
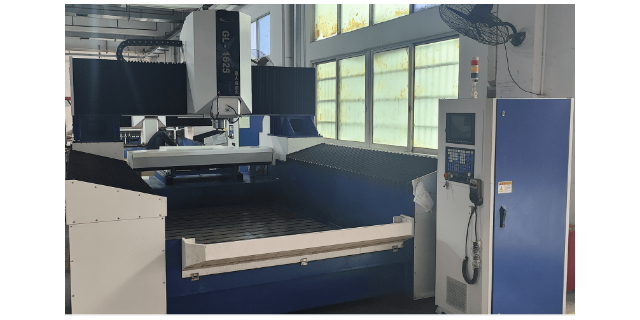
高效稳定的高速数控龙门铣,保证加工精度与效率。安徽数控高速数控龙门铣方案
数控系统实现零件的加工主要通过以下几个步骤:产品图纸设计:首先,根据零件的需求进行产品设计,包括确定产品的尺寸、形状等关键参数。这一步骤是零件加工的基础,确保后续加工过程能够按照预设的要求进行。加工程序编写:根据产品图纸和加工要求,程序员使用CAM(计算机辅助制造)软件或其他常用程序组装加工路径,并进行优化。这个路径描述了刀具在加工过程中应如何移动以切削材料。编写好的加工程序随后被上传到数控机床的控制系统中。加工程序的编写方法通常有手工编程和自动编程两种,分别针对简单零件加工和复杂零件加工。装夹工件:在加工开始之前,工件需要被精确地装夹到数控机床的工作台上,以确保其在加工过程中的稳定性和位置精度。程序输入与处理:加工程序通过各种输入装置被输入到数控系统中。数控装置可以一边读程序一边进行加工,也可以先将程序全部读入内部存储器,再从存储器中调用。输入的程序在数控装置内部进行一系列的计算和处理,包括轨迹插补运算,即在线段的起点和终点的坐标之间进行数据点的密化,求出一系列中间点的坐标值,并向相应坐标输出脉冲信号。机床运动与加工:经过处理后的指令通过伺服系统驱动机床的各个运动部件。 安徽数控高速数控龙门铣方案
- 湖南工业高速数控龙门铣技术指导 2025-07-01
- 河北数控智能折弯随动车厂家供应 2025-06-30
- 湖南直销高速数控龙门铣型号 2025-06-30
- 河北新能源智能折弯随动车厂家供应 2025-06-30
- 广西半自动智能折弯随动车供应商 2025-06-30
- 广西新能源智能折弯随动车设备厂家 2025-06-30
- 江苏销售高速数控龙门铣供应商 2025-06-30
- 江苏加工高速数控龙门铣用途 2025-06-30
- 天津数控智能折弯随动车设备厂家 2025-06-30
- 河北新能源高速数控龙门铣设备厂家 2025-06-30
- 大连线束视觉检测设备生产厂家 2025-07-01
- 杨浦区常见管式膜操作 2025-07-01
- 辽宁布袋除尘圆顶阀原理 2025-07-01
- 研发型冻干机哪里有卖的 2025-07-01
- 六安粉末冶金浸渗价格合理 2025-07-01
- 长春油循环式温控装置 2025-07-01
- 上海高素医疗**管生产设备供应 2025-07-01
- 景德镇空调新风风管 2025-07-01
- 陕西真空出料泵解决生物柴油精炼蒸馏出料难题减压蒸馏出料泵 2025-07-01
- 湖南U型光伏支架冷弯成型机 2025-07-01