贵州移动端设备全生命周期管理服务
设备管理系统的价值已超越单纯的资产管理,延伸到产品质量管理领域。系统通过监控设备工艺参数,确保生产过程处于受控状态。某制药企业将设备管理系统与质量管理系统对接,实时监控灭菌设备的温度、压力等关键参数,任何偏离标准值的情况都会触发警报并自动隔离受影响批次。据统计,这种做法使产品不合格率下降60%。更深入的应用是,系统通过分析历史数据建立设备状态与产品质量的关联模型,能够预测可能出现的质量风险。某汽车零部件供应商利用这一功能,将因设备原因导致的质量投诉减少了80%,年节省质量成本超千万元。设备监控模块通过物联网技术实现设备状态的实时感知与智能诊断。贵州移动端设备全生命周期管理服务
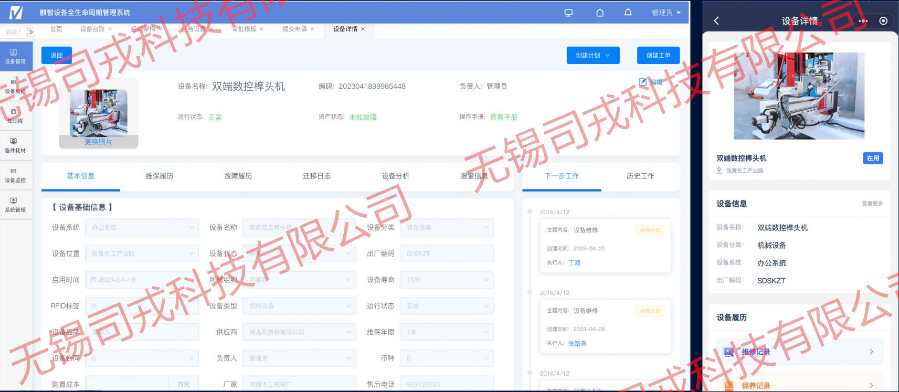
系统为每台设备建立数字身份证,整合技术参数、操作手册、保修条款等结构化数据。通过知识图谱技术,设备档案可关联同类设备的常见故障案例、维修方案,形成动态更新的知识库。用户可通过3D模型交互查看设备内部结构,点击部件即可调取更换教程或备件型号。系统还支持版本控制,当设备进行技术改造时,自动保留历史版本技术文档供审计追溯。这种集中化管理模式消除了传统纸质档案的丢失风险,使技术人员在移动端随时获取资料,平均故障诊断时间减少35%。贵州移动端设备全生命周期管理服务在能效管理方面,系统通过实时监测设备能耗,识别能效提升机会。
现代智能工厂中,设备管理系统已成为连接物理世界与数字世界的枢纽。系统通过工业物联网技术实时采集设备数据,并与MES、ERP等系统深度集成,构建了完整的数字化生产体系。在某个投资50亿元的智能工厂案例中,设备管理系统接入了8000多个数据采集点,每秒处理超过2万条设备状态信息。系统不仅监控设备运行状态,更能基于实时数据动态调整生产参数,实现"感知-分析-决策-执行"的闭环控制。例如,当检测到某台CNC机床刀具磨损加剧时,系统会自动调整切削参数并安排备用机床接替生产,确保生产连续性。这种智能化水平使该工厂的设备综合效率(OEE)达到92%,远超行业平均水平。
现代设备管理系统已突破企业边界,实现了与供应链的深度协同。系统自动生成的备件需求预测可以直接发送给供应商,实现JIT(准时制)供应。某飞机制造商通过系统与供应商共享发动机运行数据,使供应商能够预判维修需求,将备件交付周期从45天缩短至7天。系统还建立了供应商绩效评价体系,基于设备实际运行数据(如备件使用寿命、故障率等)客观评估供应商质量,指导采购决策。在全球化供应链背景下,系统的多语言支持和跨境合规管理功能尤为重要,确保不同国家的设备数据能够标准化交互。这种供应链协同使整体维护成本降低18-25%,同时显著提高了设备可用率。数字孪生技术的深入应用将实现物理设备与虚拟模型的实时交互,为设备管理提供仿真优化平台。

从故障报修到验收结算,系统实现全流程电子化跟踪。用户可通过企业微信/钉钉提交报修单,系统自动匹配设备档案并推送常见解决方案自助排障。若需人工介入,智能派单引擎会根据故障类型、工程师技能等级和地理位置分派任务。维修过程中,系统提供标准作业指导(SOP)、风险提示和备件库存状态。完成维修后,需上传故障部位照片、更换备件条码和检测数据,系统自动生成包含根本原因分析的报告。该模块使平均维修响应时间从4小时缩短至30分钟,客户满意度提升至98%。三维可视化技术的应用使设备管理更加直观高效。云南通用设备全生命周期管理企业
通过构建智能化设备管理体系,企业能够在提升设备可靠性、优化运维成本、保障生产安全等方面获得效益。贵州移动端设备全生命周期管理服务
众多企业通过引入设备全生命周期管理系统,实现了设备管理的升级与降本增效。某制造企业采用该系统后,设备故障率降低,生产效率提高了20%;预防性维护策略的实施,使得设备的使用寿命延长了15%。某能源公司通过系统的故障诊断与预警功能,设备故障率降低了30%,维护成本降低了25%;性能分析与优化功能帮助公司发现了多个优化机会,提高了设备的运行效率。某公共设施管理单位采用该系统后,对其供水和供电设备进行了全面管理。系统的设备资产管理和报废与回收管理功能,使得单位能够清晰掌握每台设备的资产状况和生命周期,合理安排设备的报废和更换工作,确保设施的安全性和可靠性。贵州移动端设备全生命周期管理服务
- 江苏化工设备全生命周期管理 2025-07-07
- 辽宁通用设备全生命周期管理软件 2025-07-07
- 东营一站式设备全生命周期管理软件 2025-07-07
- 山西智慧设备全生命周期管理哪家好 2025-07-07
- 上海设备全生命周期管理服务 2025-07-07
- 泰安小程序设备全生命周期管理 2025-07-07
- 临沂制造业设备全生命周期管理 2025-07-07
- 广东一站式设备全生命周期管理软件 2025-07-07
- 内蒙古智能设备全生命周期管理平台 2025-07-07
- 烟台设备全生命周期管理多少钱 2025-07-07
- 广东现代文件摆渡系统常见问题 2025-07-07
- 广州数字模块化机房费用 2025-07-07
- 北京注塑类智能制造车间 2025-07-07
- 杨浦区电商平台代运营哪家强 2025-07-07
- 深圳农产品合格证打印机 2025-07-07
- 肇庆市医药WMS仓储管理试用 2025-07-07
- 秦淮区小程序开发哪家强 2025-07-07
- 上海金融AI数字人软件哪家好 2025-07-07
- 广东高密服务器生产厂家 2025-07-07
- 江苏国产办公自动化系统比较 2025-07-07