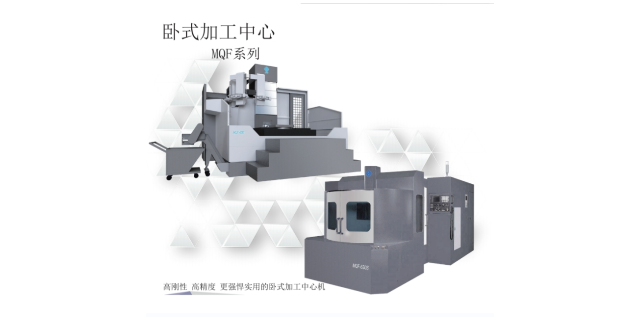
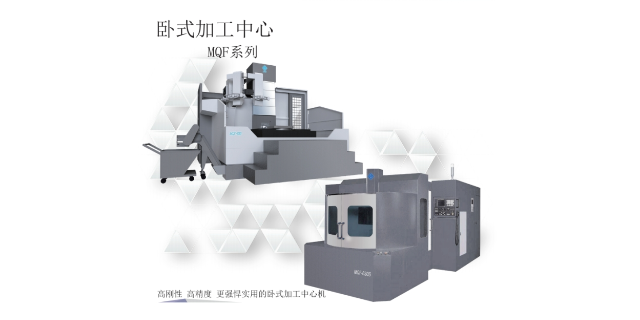
四川自动化卧式加工中心
卧式加工中心的主要切削方式有哪些?铣削是卧式加工中心较常用的切削方式之一,主要用于加工平面、曲面和槽等。铣削可以分为顺铣和逆铣两种方式。顺铣:顺铣是指刀具旋转方向与工件进给方向相同的铣削方式。顺铣的优点是切削力较小,工件表面质量好,刀具磨损较慢。但是,顺铣时产生的热量较大,容易使工件变形,因此需要采取相应的措施来控制温度。逆铣:逆铣是指刀具旋转方向与工件进给方向相反的铣削方式。逆铣的优点是切削力较大,有利于提高加工效率。但是,逆铣时产生的热量较小,容易使工件表面质量变差,刀具磨损较快。工作台是卧式加工中心的主要承载部件,主要用于安装工件和夹具。四川自动化卧式加工中心
小型卧式加工中心采用了卧式结构设计,使得整个机床的结构更加紧凑,占地面积较小。这对于厂房空间有限的企业来说,具有很大的吸引力。同时,紧凑的结构也使得机床的安装、调试和维护更加方便,降低了企业的运营成本。小型卧式加工中心采用了高精度的主轴和导轨系统,确保了机床在加工过程中的精度。此外,机床还配备了高精度的测量系统,可以实时监测加工过程中的各项参数,确保加工质量的稳定性。这些高精度的部件和系统使得小型卧式加工中心在加工复杂零件时,能够保证较高的加工精度和质量。太原专业卧式加工中心卧式加工中心可以根据不同行业的需求,定制开发各种专用机床,满足特殊工艺的要求。
卧式加工中心:由于卧式加工中心的主轴轴线与工作台垂直布局,主轴箱、立柱、主轴等部件的受力比较均匀,热变形较小,因此卧式加工中心更适合于大型、重型零件的加工。例如,航空发动机、汽车发动机、船舶发动机等复杂曲面零件的加工。卧式加工中心:由于卧式加工中心的主轴轴线与工作台垂直布局,主轴箱、立柱、主轴等部件的受力比较均匀,热变形较小,因此卧式加工中心的加工精度较高。同时,卧式加工中心的刚性较好,能够承受较大的切削力和扭矩。但是,卧式加工中心的切削速度较低,生产效率相对较低。
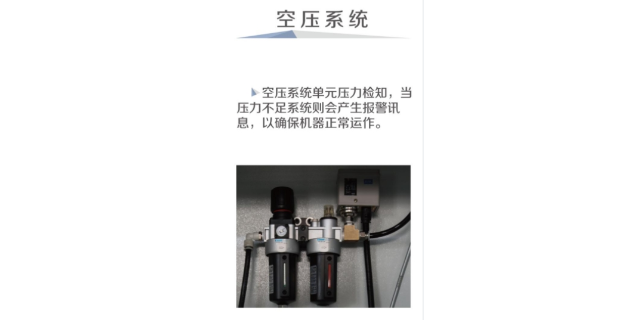
数控卧式加工中心的较大优点是高度自动化。传统的机械加工设备需要人工操作,而数控卧式加工中心可以实现自动换刀、自动测量、自动对刀等功能,减少了人工干预,提高了生产效率。同时,数控卧式加工中心还具有自动报警功能,当设备出现异常时,可以及时报警,避免生产事故的发生。数控卧式加工中心的加工精度非常高,可以达到微米级甚至纳米级。这得益于数控卧式加工中心的高精度导轨、滚珠丝杠等关键部件,以及先进的数控系统。通过数控系统的精确控制,数控卧式加工中心可以实现高精度的加工,满足各种精密零件的加工需求。卧式加工中心的主要特点是主轴轴线与工作台垂直布局,即主轴水平放置。
自动化卧式加工中心的较大优点就是能够提高生产效率。传统的立式加工中心需要人工上下料,而自动化卧式加工中心可以实现自动上下料,减少了人工操作的时间,提高了生产效率。此外,自动化卧式加工中心还可以实现连续不间断的加工,避免了传统加工中心在换刀、调整刀具等过程中产生的停机时间,进一步提高了生产效率。自动化卧式加工中心采用先进的数控系统和高精度的伺服电机,可以实现高精度的加工。与传统的立式加工中心相比,自动化卧式加工中心的加工精度更高,可以满足各种复杂零件的加工需求。此外,自动化卧式加工中心还具有自动测量功能,可以实时监测加工过程中的尺寸变化,确保加工精度的稳定性。卧式加工中心是一种具有自动换刀功能的数控机床。重庆十字卧式加工中心
卧式加工中心具有自动换刀功能,可以快速更换刀具,减少加工过程中的误差。四川自动化卧式加工中心
钻削是卧式加工中心用于加工孔的一种切削方式。钻削可以分为钻孔、扩孔、铰孔等。钻孔:钻孔是指用钻头在工件上加工出孔的过程。钻孔的优点是加工精度高,适用于各种材料的加工。但是,钻孔时产生的热量较大,容易使工件变形,因此需要采取相应的措施来控制温度。扩孔:扩孔是指在已经加工出的孔上进行进一步加工,以扩大孔径的过程。扩孔的优点是可以提高孔的精度和表面质量。但是,扩孔时产生的热量较大,容易使工件变形,因此需要采取相应的措施来控制温度。铰孔:铰孔是指在已经加工出的孔上进行精加工,以提高孔的精度和表面质量的过程。铰孔的优点是可以提高孔的精度和表面质量。但是,铰孔时产生的热量较小,容易使工件变形,因此需要采取相应的措施来控制温度。四川自动化卧式加工中心
- 北京双工位卧式加工中心 2025-07-10
- 南宁多功能卧式加工中心 2025-07-10
- 乌鲁木齐高精度卧式加工中心 2025-07-10
- 乌鲁木齐交换台卧式加工中心 2025-07-10
- 湖北高速卧式加工中心 2025-07-10
- 江西双工位卧式加工中心 2025-07-09
- 兰州环保卧式加工中心 2025-07-09
- 合肥大型卧式加工中心 2025-07-09
- 贵州数控卧式加工中心 2025-07-09
- 海口零件卧式加工中心 2025-07-09
- 深圳软包装锂电池热压夹具化成柜厂家 2025-07-12
- 东莞本地高速主轴电机修理 2025-07-12
- 福建螺旋除污过滤器生产厂家 2025-07-12
- 静安区全自动机械性能检测 2025-07-12
- 湖北搬运整线交钥匙定制 2025-07-12
- 北京耐磨钢铸件定制 2025-07-12
- 惠城区中央空调供应 2025-07-12
- 贵州PFA材质四氟接头加工 2025-07-12
- 国产品质阀门招标采购 2025-07-12
- 西门子3VA6340-7KQ31-0AA0低压电器全国发货 2025-07-12