山东组合加工中心
在卧式加工中心的切削过程中,切削参数的选择对加工质量和效率具有重要影响。切削参数主要包括切削速度、进给速度、切削深度和切削宽度等。切削速度:切削速度是指刀具旋转的速度,单位为米/分钟(m/min)。切削速度的选择需要根据工件材料、刀具材料、刀具寿命等因素综合考虑。一般来说,切削速度越高,切削力越小,但切削速度过高容易导致刀具磨损过快和工件变形。进给速度:进给速度是指刀具或工件在切削过程中的移动速度,单位为毫米/分钟(mm/min)。进给速度的选择需要根据工件材料、刀具材料、刀具寿命等因素综合考虑。一般来说,进给速度越高,切削效率越高,但进给速度过高容易导致刀具磨损过快和工件变形。切削深度:切削深度是指刀具在一次切削过程中切入工件的深度,单位为毫米(mm)。切削深度的选择需要根据工件材料、刀具材料、刀具寿命等因素综合考虑。一般来说,切削深度越大,切削效率越高,但切削深度过大容易导致刀具磨损过快和工件变形。卧式加工中心具有很高的通用性,可以应用于各种类型的零件加工。山东组合加工中心
钻削是卧式加工中心用于加工孔的一种切削方式。钻削可以分为钻孔、扩孔、铰孔等。钻孔:钻孔是指用钻头在工件上加工出孔的过程。钻孔的优点是加工精度高,适用于各种材料的加工。但是,钻孔时产生的热量较大,容易使工件变形,因此需要采取相应的措施来控制温度。扩孔:扩孔是指在已经加工出的孔上进行进一步加工,以扩大孔径的过程。扩孔的优点是可以提高孔的精度和表面质量。但是,扩孔时产生的热量较大,容易使工件变形,因此需要采取相应的措施来控制温度。铰孔:铰孔是指在已经加工出的孔上进行精加工,以提高孔的精度和表面质量的过程。铰孔的优点是可以提高孔的精度和表面质量。但是,铰孔时产生的热量较小,容易使工件变形,因此需要采取相应的措施来控制温度。乌鲁木齐十字卧式加工中心卧式加工中心采用卧式布局,具有较大的工作台面和较高的加工精度,能够满足各种加工需求。
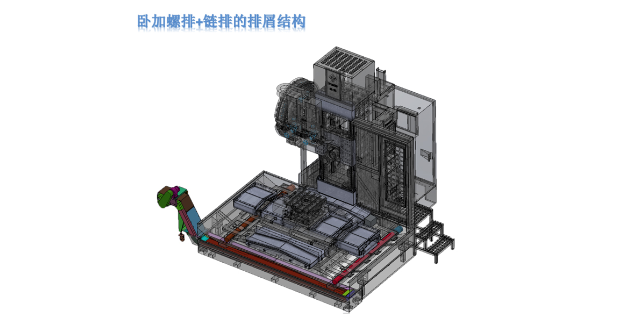
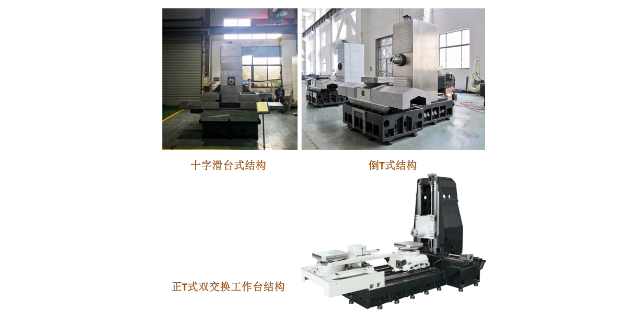
多工位卧式加工中心具有高自动化的特点。多工位卧式加工中心采用了先进的数控系统,可以实现自动编程、自动换刀、自动测量等功能,减少了人工操作的繁琐程度。同时,多工位卧式加工中心还具有自动排屑、自动润滑等辅助功能,可以保证机床在长时间运行过程中的稳定性和可靠性。此外,多工位卧式加工中心还具有故障自诊断、故障报警等功能,可以在出现故障时及时报警,便于维修人员快速定位和解决问题。多工位卧式加工中心具有节省空间的优点。传统的立式加工中心由于其结构特点,占地面积较大,对于空间有限的生产车间来说,占地面积成为了一个不小的问题。而多工位卧式加工中心采用了卧式结构设计,使得机床的占地面积得到了极大的减小。同时,多工位卧式加工中心的紧凑型结构设计,使得机床在运输和安装过程中更加方便。
在卧式加工中心的切削过程中,由于刀具和工件的摩擦产生热量,使得机床的各个部件也会产生热量。长时间的高温运行会导致机床部件的磨损加剧,从而影响机床的使用寿命。因此,对机床进行有效的冷却是延长机床使用寿命的关键。卧式加工中心的冷却系统通过喷射冷却液的方式,将切削区域产生的热量迅速带走,降低机床各个部件的温度,从而减小磨损,延长机床的使用寿命。同时,冷却液还可以润滑机床部件表面,减少摩擦,降低磨损速度,进一步提高机床的使用寿命。卧式加工中心主要由床身、工作台、主轴箱、立柱、刀库、数控系统等部分组成。
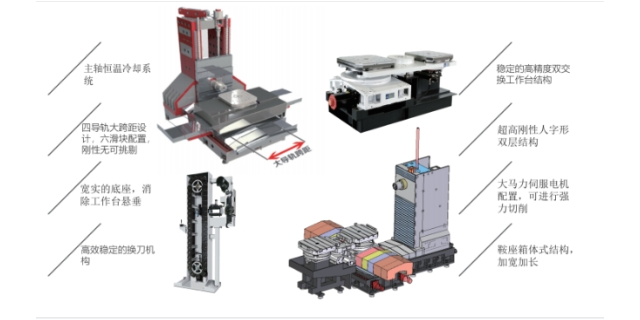
自动换刀系统是卧式加工中心的重要功能部件,用于实现刀具的自动更换。自动换刀系统通常由刀库、换刀机械手、换刀驱动器等部件组成。当需要更换刀具时,换刀机械手会自动从刀库中取出所需的刀具,并将其安装在主轴上,从而实现快速、准确的换刀操作。数控系统是卧式加工中心的控制主要,负责对机床的各个部件进行精确控制。数控系统通常采用计算机数控(CNC)技术,可以实现多轴联动控制、高速切削、复杂曲面加工等功能。数控系统的性能和稳定性直接影响到加工中心的加工精度和效率。冷却系统是卧式加工中心的重要组成部分,用于对切削过程中产生的热量进行冷却和排放。冷却系统通常包括冷却液箱、冷却泵、冷却管路等部件。冷却液可以有效地降低切削温度,延长刀具寿命,提高加工质量。卧式加工中心采用数控系统控制,具有极高的加工精度。武汉大型卧式加工中心
卧式加工中心可以根据需要添加各种附件,如自动上下料装置、自动清洗装置等,实现自动化生产。山东组合加工中心
随着科技的不断发展,自动化技术在各个领域得到了普遍的应用。在制造业中,自动化加工已经成为了一种趋势。卧式加工中心作为数控机床的一种,具有高精度、高效率、高稳定性等优点,已经在航空、航天、汽车、模具等领域得到了普遍的应用。卧式加工中心是一种采用数控技术的机床,主要由床身、主轴箱、工作台、刀库、数控系统等部分组成。工作时,工件固定在工作台上,刀具通过主轴箱的驱动进行旋转和进给运动,从而实现对工件的加工。卧式加工中心的数控系统可以根据预先编写好的程序控制刀具的运动轨迹,实现对工件的自动加工。山东组合加工中心
- 广东高精度龙门加工中心 2025-06-07
- 西宁高效率卧式加工中心 2025-06-07
- 西宁数控卧式加工中心 2025-06-07
- 浙江机床卧式加工中心 2025-06-07
- 青海金属卧式加工中心 2025-06-07
- 天津数控卧式加工中心 2025-06-07
- 天津机床卧式加工中心 2025-06-07
- 武汉卧式加工中心 2025-06-07
- 广西正T式双交换卧式加工中心 2025-06-07
- 杭州节能卧式加工中心 2025-06-07
- 江苏专业变频器维修多少钱 2025-06-07
- 四川路桥棒材钢筋锯切套丝生产线设备 2025-06-07
- 重庆多功能温湿解耦型恒温恒湿空气处理机组解决方案 2025-06-07
- 无锡销售通用机械维修代理品牌 2025-06-07
- 上海不锈钢过滤设备费用 2025-06-07
- 呼和浩特恒温热风机批发价格 2025-06-07
- 嘉兴三轴数控机床供应商 2025-06-07
- 苏州便携式制氧机价格 2025-06-07
- 福州润滑泵销售 2025-06-07
- 成都共箱封闭母线槽批发商 2025-06-07