黑龙江高速五轴联动加工机
由于五轴联动加工机可以实现多个坐标轴的联动加工,使得加工过程中的刀具轨迹更加复杂,从而提高了加工的适用范围。此外,五轴联动加工机还可以通过数控系统对刀具的位置、速度和加速度进行精确控制,进一步提高加工的适用范围。与传统的三轴数控机床相比,五轴联动加工机的加工适用范围可以提高40%以上。由于五轴联动加工机可以实现多个坐标轴的联动加工,使得加工过程中的刀具轨迹更加复杂,从而提高了加工的自动化程度。此外,五轴联动加工机还可以通过数控系统对刀具的位置、速度和加速度进行精确控制,进一步提高加工的自动化程度。与传统的三轴数控机床相比,五轴联动加工机的加工自动化程度可以提高50%以上。五轴联动加工机采用高速数据采集技术,提高了加工过程的效率。黑龙江高速五轴联动加工机
由于五轴联动加工机可以实现多个坐标轴的联动加工,使得加工过程中的刀具轨迹更加复杂,从而提高了加工质量。此外,五轴联动加工机还可以通过数控系统对刀具的位置、速度和加速度进行精确控制,进一步提高加工质量。与传统的三轴数控机床相比,五轴联动加工机的加工质量可以提高20%以上。由于五轴联动加工机可以实现多个坐标轴的联动加工,使得加工过程中的刀具轨迹更加复杂,从而提高了加工的灵活性。此外,五轴联动加工机还可以通过数控系统对刀具的位置、速度和加速度进行精确控制,进一步提高加工的灵活性。与传统的三轴数控机床相比,五轴联动加工机的加工灵活性可以提高30%以上。西宁大范围五轴联动加工机与传统的三轴加工中心相比,五轴联动加工中心的加工精度可以提高一个数量级。

模具五轴联动加工机的工作原理如下:在加工过程中,工件固定在机床工作台上,通过控制系统对五个坐标轴(X、Y、Z三个直线轴和A、C两个旋转轴)进行精确控制。首先,根据模具设计要求,将加工数据输入到控制系统。控制系统根据这些数据生成刀具的运动轨迹,并实时监控刀具的位置和姿态。通过五个坐标轴的联动,刀具能够在空间中实现复杂的运动轨迹,从而精确地加工出模具的形状和结构。在具体操作过程中,A轴负责绕X轴旋转,C轴负责绕Y轴旋转。通过这两个旋转轴的联动,可以实现刀具在空间中的任意姿态调整。同时,X、Y、Z三个直线轴负责刀具的移动,使得刀具能够精确地到达指定的位置。通过这五个坐标轴的协同工作,可以实现复杂模具的高效、高精度加工。
高速五轴联动加工机的较大优点是其高效率。传统的三轴数控机床在加工复杂曲面零件时,需要多次换刀、多次装夹,加工过程中还需要进行复杂的计算和调整。而高速五轴联动加工机可以实现一次装夹、一次定位,完成所有加工工序,提高了加工效率。此外,高速五轴联动加工机的主轴转速高,进给速度快,使得加工过程更加迅速。高速五轴联动加工机的第二个优点是其高精度。由于五轴联动加工机具有五个坐标轴,可以实现复杂曲面零件的精确加工。同时,高速五轴联动加工机采用先进的数控系统和伺服系统,可以实现高精度的位置控制和速度控制,确保加工过程的稳定性和精度。此外,高速五轴联动加工机还具有自动误差补偿功能,可以自动检测和修正加工过程中的误差,进一步提高加工精度。伺服电机是五轴联动加工机的动力来源,它能够根据数控系统的指令,实现机床工作平台的精确运动。
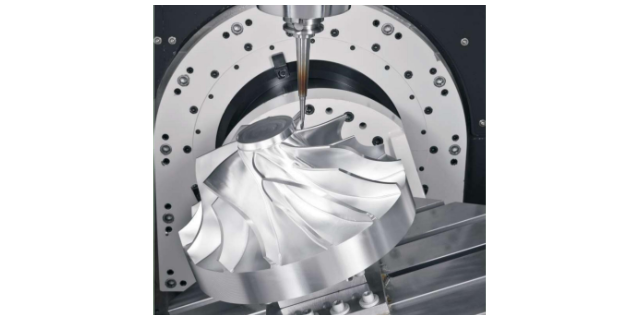
五轴联动加工机的加工范围比传统加工机更普遍。五轴联动加工机可以实现复杂曲面零件的加工,如航空发动机叶片、汽车模具等,而传统加工机只能实现平面和曲面零件的加工。五轴联动加工机可以使用更多种类的刀具进行加工,如球头刀、锥度刀等,而传统加工机只能使用直齿刀进行加工。这使得五轴联动加工机在处理复杂曲面零件时具有更大的灵活性。五轴联动加工机的编程难度相对于传统加工机要高一些。由于五轴联动加工机需要同时控制五个轴的运动,因此其编程过程相对复杂。而传统加工机的编程过程相对简单,只需要控制三个轴的运动即可。五轴联动加工机具有五个可单独控制的轴,可以实现复杂曲面的加工。黑龙江高速五轴联动加工机
五轴联动加工机具有自动润滑系统,保证了机床的长期稳定运行。黑龙江高速五轴联动加工机
提高五轴联动加工机加工速度的方法——优化刀具材料和几何形状:选择适合工件材料的刀具材料,可以提高刀具的耐磨性、抗热性、抗氧化性等性能,从而提高刀具的使用寿命,提高五轴联动加工机的加工速度。同时,合理选择刀具几何形状,可以减小切削力,提高切削速度。优化切削参数:合理选择切削参数,可以提高五轴联动加工机的加工速度。一般来说,可以通过以下方法优化切削参数:首先,根据工件材料的性能选择合适的切削深度和切削宽度;其次,根据刀具材料的性能选择合适的切削速度;较后,根据刀具寿命和表面质量要求选择合适的进给速度。采用高速切削技术:高速切削技术是一种新型的高效切削技术,它可以在较短的时间内完成大量的切削任务,从而提高五轴联动加工机的加工速度。高速切削技术的关键是选择合适的切削参数和刀具材料,以保证切削过程的稳定性和表面质量。黑龙江高速五轴联动加工机
- 北京双工位卧式加工中心 2025-07-10
- 南宁多功能卧式加工中心 2025-07-10
- 乌鲁木齐高精度卧式加工中心 2025-07-10
- 乌鲁木齐交换台卧式加工中心 2025-07-10
- 湖北高速卧式加工中心 2025-07-10
- 江西双工位卧式加工中心 2025-07-09
- 兰州环保卧式加工中心 2025-07-09
- 合肥大型卧式加工中心 2025-07-09
- 贵州数控卧式加工中心 2025-07-09
- 海口零件卧式加工中心 2025-07-09
- 深圳小五轴技术 2025-08-01
- 温州船舶机械油缸推荐厂家 2025-08-01
- 台州电镀辊厂家 2025-08-01
- 全国自动化复合肥盘式成球机 2025-08-01
- 江西英国皇室御用防火柜官网 2025-08-01
- 天津柴油机进气切断阀 2025-08-01
- 徐汇区智能客服用户体验 2025-08-01
- 哈尔滨防爆温控设备 2025-08-01
- 龙华区直销变压器销售厂 2025-08-01
- 福建天然气燃烧机售后服务 2025-08-01