湖南多工位卧式加工中心
自动化卧式加工中心的较大优点就是能够提高生产效率。传统的立式加工中心需要人工上下料,而自动化卧式加工中心可以实现自动上下料,减少了人工操作的时间,提高了生产效率。此外,自动化卧式加工中心还可以实现连续不间断的加工,避免了传统加工中心在换刀、调整刀具等过程中产生的停机时间,进一步提高了生产效率。自动化卧式加工中心采用先进的数控系统和高精度的伺服电机,可以实现高精度的加工。与传统的立式加工中心相比,自动化卧式加工中心的加工精度更高,可以满足各种复杂零件的加工需求。此外,自动化卧式加工中心还具有自动测量功能,可以实时监测加工过程中的尺寸变化,确保加工精度的稳定性。卧式加工中心是一种具有自动换刀功能的数控机床。湖南多工位卧式加工中心
数控卧式加工中心的加工效率非常高。由于数控卧式加工中心可以实现自动换刀、自动测量、自动对刀等功能,提高了加工速度。同时,数控卧式加工中心还可以实现多轴联动加工,一次装夹可以完成多个面的加工,进一步提高了加工效率。此外,数控卧式加工中心还可以实现高速切削,缩短了加工时间,提高了生产效率。数控卧式加工中心的适应性非常强。由于数控卧式加工中心采用了模块化设计,可以根据不同的加工需求,选择不同的模块进行组合。这使得数控卧式加工中心可以适应各种复杂零件的加工需求,具有很强的通用性。同时,数控卧式加工中心还可以根据生产需要进行升级改造,延长设备的使用寿命。北京模具卧式加工中心卧式加工中心的工作台通常采用线性导轨,具有较高的精度和稳定性。
卧式加工中心的主要切削方式有哪些?铣削是卧式加工中心较常用的切削方式之一,主要用于加工平面、曲面和槽等。铣削可以分为顺铣和逆铣两种方式。顺铣:顺铣是指刀具旋转方向与工件进给方向相同的铣削方式。顺铣的优点是切削力较小,工件表面质量好,刀具磨损较慢。但是,顺铣时产生的热量较大,容易使工件变形,因此需要采取相应的措施来控制温度。逆铣:逆铣是指刀具旋转方向与工件进给方向相反的铣削方式。逆铣的优点是切削力较大,有利于提高加工效率。但是,逆铣时产生的热量较小,容易使工件表面质量变差,刀具磨损较快。
操作卧式加工中心的注意事项——操作卧式加工中心时,必须严格遵守操作规程,按照设备的使用说明书进行操作。不得擅自改变设备的参数、结构和功能,以免发生意外事故。同时,操作人员应定期接受培训,提高自身的操作技能和安全意识。在卧式加工中心工作过程中,操作人员应穿戴好防护用品,如防护眼镜、耳塞、手套等,以防止金属屑、冷却液等对眼睛、耳朵和手部的损伤。特别是在进行高速切削、磨削等作业时,更应注意防护。在卧式加工中心工作前,操作人员应对设备进行多方面检查,包括设备的外观、电气系统、液压系统、气动系统等。确保设备处于良好的工作状态,避免因设备故障导致的安全事故。切削液在卧式加工中心的工作过程中起到冷却、润滑、清洗等作用。操作人员应注意切削液的使用,确保切削液的质量和浓度符合要求。同时,要定期更换切削液,防止切削液变质、污染环境。卧式加工中心具有自动换刀功能,可以快速更换刀具,减少加工过程中的误差。
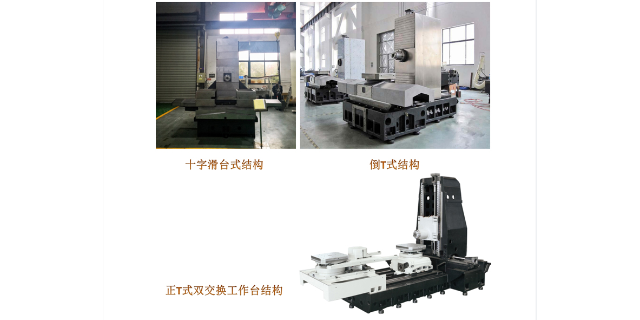
在卧式加工中心的切削过程中,由于刀具和工件的摩擦产生热量,使得工件产生热变形。热变形会导致工件尺寸发生变化,影响加工精度。特别是在精密加工领域,热变形对加工精度的影响尤为明显。因此,对工件进行有效的冷却是保证加工精度的关键。卧式加工中心的冷却系统通过喷射冷却液的方式,将切削区域产生的热量迅速带走,降低工件的温度,从而减小热变形对加工精度的影响。同时,冷却液还可以润滑工件表面,减少摩擦,降低切削力,进一步提高加工精度。在卧式加工中心工作前,操作人员应对设备进行多方面检查,包括设备的外观、电气系统、液压系统等。内蒙倒T式卧式加工中心
在卧式加工中心工作过程中,操作人员应穿戴好防护用品,如防护眼镜、耳塞、手套等。湖南多工位卧式加工中心
高速卧式加工中心的灵活性主要体现在以下几个方面——刀具更换:高速卧式加工中心可以根据不同的加工要求,更换不同类型的刀具,如钻头、铣刀、切削刀等,实现了一机多用。工艺调整:高速卧式加工中心的数控系统可以实现对加工工艺的调整,如切削速度、进给速度、切削深度等参数的调整,满足了不同零件的加工要求。程序存储:高速卧式加工中心的数控系统可以实现对加工程序的存储,方便了批量生产和工艺调整。高速卧式加工中心的环保性主要体现在以下几个方面——节能:高速卧式加工中心的主轴采用高效率的电机和变频技术,可以实现对功率的精确控制,降低了能耗。低噪音:高速卧式加工中心的机床结构采用隔音设计,可以有效降低机床运行过程中产生的噪音。低污染:高速卧式加工中心的切削液采用封闭式循环系统,可以有效减少切削液的消耗和环境污染。湖南多工位卧式加工中心
- 贵阳高稳定龙门加工中心 2025-06-24
- 长沙高稳定龙门加工中心 2025-06-23
- 西安高稳定龙门加工中心 2025-06-23
- 广西金属龙门加工中心 2025-06-23
- 广西高速卧式加工中心 2025-06-23
- 北京双主轴龙门加工中心 2025-06-23
- 黑龙江专业卧式加工中心 2025-06-23
- 长沙卧式加工中心 2025-06-23
- 山东双头龙门加工中心 2025-06-23
- 江苏环保卧式加工中心 2025-06-23
- 天津塑料超声波塑料焊接机设备 2025-06-24
- 中山台达变频器VFD2000C63B-21 2025-06-24
- 资阳ar膜光学镀膜设备价格 2025-06-24
- 无锡钢管超声波涡流联合检测主控定做价格 2025-06-24
- 辽宁欧迈特佰线针轮减速机 2025-06-24
- 河南苏州深浅优视PIN针位置度高度检测标准 2025-06-24
- 宜兴通用不锈钢棒材厂家电话 2025-06-24
- 湖北通用浸渗剂报价 2025-06-24
- 江西锻方锻件哪家好 2025-06-24
- 信阳压饼机公司 2025-06-24