陕西多轴立式加工中心
立式加工中心的操作步骤主要包括以下几个方面——开机检查:在开机前,应先检查机床的各部分是否正常,如刀具是否安装牢固,切削液是否充足等。同时,还应检查数控系统的参数设置是否正确。装载工件:将待加工的工件放置在工作台上,注意工件的位置应与机床坐标系原点对齐。同时,应确保工件固定牢固,防止在加工过程中发生位移。刀具选择与安装:根据工件的加工要求,选择合适的刀具,并将其安装在刀库中。在安装刀具时,应注意刀具的长度、直径等参数是否符合要求,以及刀具的安装方向是否正确。设定加工参数:根据工件的加工要求,设定立式加工中心的加工参数,如切削速度、进给速度、切削深度等。在设定参数时,应注意保证加工过程的安全性和加工质量。在航空航天领域,立式加工中心主要应用于飞机结构件、发动机零件、火箭发动机零件等复杂曲面零件的加工。陕西多轴立式加工中心
数控系统是立式加工中心控制系统的主要部分,它负责接收和处理来自操作面板的指令,将指令转化为机床各轴的运动控制信号,从而实现对机床的精确控制。数控系统的性能和功能直接决定了立式加工中心的加工能力和精度。伺服系统是立式加工中心控制系统的重要组成部分,它负责将数控系统的指令转化为机床各轴的实际运动。伺服系统的性能和精度直接影响到立式加工中心的加工精度和表面质量。伺服系统主要包括伺服电机、伺服驱动器和编码器等部件。伺服电机是伺服系统的动力源,其性能和精度直接决定了伺服系统的动态响应和定位精度。伺服驱动器是伺服系统的控制主要,它负责将数控系统的指令转化为伺服电机的控制信号。编码器是伺服系统的反馈元件,它负责将伺服电机的实际运动状态反馈给数控系统,从而实现对伺服系统的闭环控制。陕西多轴立式加工中心立式加工中心应安装一些防护装置,以保护操作人员的安全。
检测与反馈系统是立式加工中心控制系统的重要组成部分,它负责对机床的运动状态进行实时监测,并将监测结果反馈给数控系统,从而实现对机床的闭环控制。检测与反馈系统的性能和精度直接影响到立式加工中心的加工精度和表面质量。检测与反馈系统主要包括光栅尺、磁栅尺、球栅尺、编码器等部件。光栅尺是一种高精度的位置检测元件,它可以将机床的位移信息转化为电信号,从而实现对机床位置的精确测量。磁栅尺是一种磁性的位置检测元件,它可以将机床的位移信息转化为电信号,从而实现对机床位置的精确测量。球栅尺是一种非接触式的位置检测元件,它可以将机床的位移信息转化为电信号,从而实现对机床位置的精确测量。编码器是一种常用的角度检测元件,它可以将机床的角度信息转化为电信号,从而实现对机床角度的精确测量。
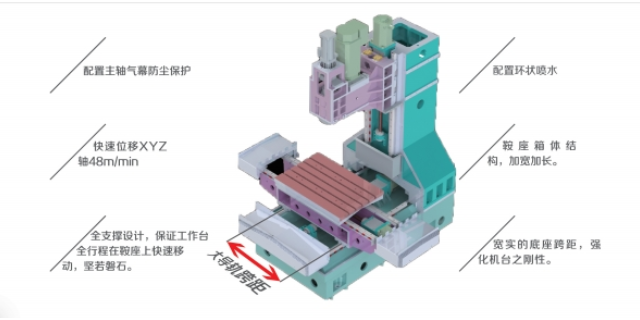
立式加工中心的数控系统具有高精度的定位功能,可以实现微米级的定位精度。同时,立式加工中心的伺服电机采用闭环控制方式,具有较高的响应速度和稳定性,有利于保证加工精度。立式加工中心采用自动换刀系统,可以实现快速、准确的换刀操作。同时,立式加工中心的自动换刀系统具有多种换刀方式,可以根据不同的刀具和加工工艺进行选择,提高了加工效率和灵活性。立式加工中心的数控系统具有自动测量功能,可以实现对工件的尺寸、形状等参数的自动测量和判断。同时,立式加工中心的自动测量系统具有高精度、高稳定性等特点,有利于保证加工精度。立柱是立式加工中心的垂直支撑部件,主要用于支撑主轴箱和刀库。
在操作立式加工中心的数控系统之前,需要做好以下准备工作——检查机床的电源线、气源线等连接是否牢固,确保供电、供气正常。检查机床的润滑油、冷却液等是否充足,确保润滑、冷却效果良好。检查刀具、夹具等安装是否正确,确保加工过程的安全。立式加工中心的数控系统操作的第一步是输入加工程序。加工程序是控制机床运动的一系列指令,通常由数控编程软件的生成。输入加工程序的方法有以下几种——使用数控系统的输入/输出设备,如键盘、鼠标等直接输入。通过计算机与数控系统的通信接口,将编程软件的生成的加工程序导入数控系统。使用存储卡等外部存储设备,将加工程序导入数控系统。立式加工中心的高效、高精度、高自动化等特点。西宁小型立式加工中心
主轴箱是立式加工中心的主轴部件,主要用于安装主轴和传动装置。陕西多轴立式加工中心
可转位立铣刀是立式加工中心常用的刀具之一,主要用于平面、凹槽、曲面等复杂形状零件的粗加工和精加工。可转位立铣刀的刀片有多种形状,如直角三角形、菱形、方形等,可根据加工要求选择合适的刀片形状。可转位钻头主要用于钻孔加工,包括直柄钻头、锥柄钻头等。可转位钻头的刀片有多种形状,如尖齿钻头、圆鼻钻头等,可根据加工材料和孔径选择合适的刀片形状。可转位铰刀主要用于孔的精加工,包括直柄铰刀、锥柄铰刀等。可转位铰刀的刀片有多种形状,如直齿铰刀、螺旋齿铰刀等,可根据加工材料和孔径选择合适的刀片形状。陕西多轴立式加工中心
- 南京双头龙门加工中心 2025-06-10
- 海口节能卧式加工中心 2025-06-10
- 宁夏复合龙门加工中心 2025-06-10
- 陕西大型数控龙门加工中心 2025-06-10
- 宁夏专业龙门加工中心 2025-06-10
- 湖南复合龙门加工中心 2025-06-10
- 浙江精密卧式加工中心 2025-06-10
- 山西高稳定龙门加工中心 2025-06-10
- 广州数控大型龙门加工中心 2025-06-10
- 呼和浩特机床卧式加工中心 2025-06-09
- 宁波玻璃破碎机选型 2025-06-10
- 欧洲双泵型微射流均质机参数 2025-06-10
- 烟台防腐型液环真空泵定制 2025-06-10
- 河北水蒸汽压缩机 2025-06-10
- 上海集中供能源改造 2025-06-10
- 泰州滚珠丝杆有几种 2025-06-10
- 甘肃小型PCB制造 2025-06-10
- 大连六自由度平台定做 2025-06-10
- 山东工业移动空调充足 2025-06-10
- 宜兴附近不锈钢管材供应商家 2025-06-10