六安纯水设备供应
三、设备运行异常检测出水水质下降:检查预处理系统是否失效,膜系统是否污染或损坏。检查水质监测仪表是否准确。设备压力异常:检查水泵是否正常,管道是否堵塞,膜系统是否污染。设备漏水:检查管道连接处、阀门、密封件是否松动或损坏,及时修复。设备噪音或振动:检查水泵和电机是否正常运行,固定螺栓是否松动。四、长期停用保养短期停用(几天到几周):将设备内水排空,防止微生物滋生。对膜系统进行清洗和消毒。长期停用(几个月以上):排空设备内水,清洗膜系统并注入保护液(如1%亚硫酸氢钠溶液)。关闭电源,覆盖设备,防止灰尘进入。五、备件与耗材管理定期更换耗材:根据使用寿命定期更换滤芯、滤料、膜元件、UV灯管等耗材。储备常用备件:储备水泵密封件、阀门、传感器等常用备件,以备紧急更换。六、人员培训操作培训:确保操作人员熟悉设备运行原理、操作流程和注意事项。维护培训:培训维护人员掌握设备维护保养技能,能够处理常见问题。总结纯水设备的维护保养需要根据设备的使用情况和水质要求制定合理的计划。通过每日、每周、每月、每季度和每年的定期维护,可以确保设备高效稳定运行,延长使用寿命,同时保证出水水质符合要求。 太仓硕科纯水设备技术是过硬的。六安纯水设备供应
纯水设备
翮硕水处理纯化水系统:确保水质长期稳定的关键策略在医疗、制药及科研等高精度要求的行业中,水质稳定性是保障产品质量与实验结果准确性的基石。翮硕纯化水系统,凭借技术实力与严格的质量管理体系,为这些领域提供了长期、稳定且可靠的用水保障。以下是如何通过多方面措施确保水质长期稳定的具体策略:1.前沿水处理技术的集成应用硕科环保纯化水系统集成了预处理、双级反渗透(RO+RO)、电去离子(EDI)及多效蒸馏等先进水处理技术。这些技术层层递进,有效去除了水中的悬浮物、微生物、盐分及多种杂质,将水质提升至极高纯度水平,为各行业提供符合高标准的水质保障。2.全自动化智能控制系统采用全自动化智能控制技术,实现生产过程的精细管理与实时监控。这一设计减少了人为操作误差,提高了生产效率和水质稳定性,确保水质在连续生产过程中保持高度一致。 太仓电厂大型纯水设备硕科工程设备能提供纯化水解决方案。

为了进一步提升水质,硕科环保还在RO技术基础上,引入了EDI(电去离子)纯化模块,通过离子交换树脂和连续稳定的电流作用,去除RO系统难以去除的酸根离子,并有效抑制微生物生长,从而生产出更高质量的EDI纯水。这种纯水在动物实验室中,特别适用于精密的生化试验、生物试剂的制备等,确保了实验结果的准确性和可靠性。除了技术上的创新,硕科环保还注重产品的环保性能。公司严格遵循国际质量标准,从原材料采购到生产制造,都力求选择环保、可回收的材料,减少对环境的污染。同时,通过优化生产流程、提高能源利用效率等措施,进一步降低生产过程中的碳排放和资源消耗,体现了公司的社会责任感和对环保的承诺。
纯水设备运行中加药有哪些清洗纯水设备在运行中的加药问题主要涉及药剂类型不匹配、投加量不当、稀释及投加故障等方面,这些问题可能导致设备结垢、水质下降或运行成本增加。针对这些问题,清洗是维护纯水设备正常运行的重要手段之一。在清洗过程中,首先需要检查并调整加药系统,确保药剂类型匹配、投加量准确,并避免稀释及投加故障。对于硕科环保工程设备,可能需要根据其特定的设备设计和运行参数,定制化的清洗方案。清洗纯水设备时,一般步骤包括关闭设备电源、拆下相关部件、使用**清洗剂进行清洗、彻底冲洗残留物,并重新组装设备。清洗过程中,应特别注意选择对设备材质无害的清洁剂,以避免对设备造成二次损害。此外,硕科环保工程设备可能还配备了自动化的清洗程序或建议的清洗周期,用户应按照厂家要求进行操作,以确保清洗效果和设备的长期稳定运行。硕科纯水设备怎么样故障排除。
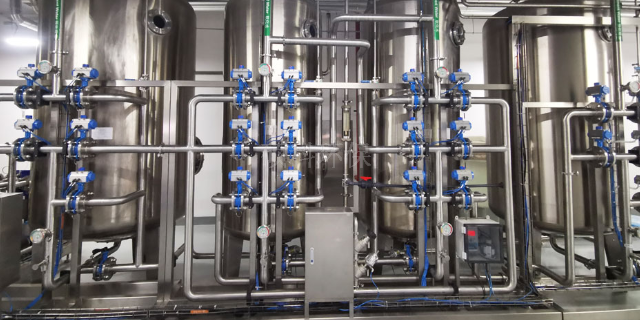
翮硕双极反渗透纯化水工艺流程:(1)预处理系统多介质过滤器:去除水中的悬浮物、泥沙、胶体等。活性炭过滤器:吸附水中的有机物、余氯、异味等。软化器(可选):通过离子交换去除水中的钙、镁离子,防止RO膜结垢。精密过滤器:去除大于5微米的颗粒物,保护RO膜。(2)一级反渗透(RO-1)原水经过预处理后进入一级反渗透系统。一级RO膜可去除约95%-99%的溶解性盐类和杂质。一级产水进入中间水箱,一级浓水排放或回收利用。(3)二级反渗透(RO-2)一级产水经过加压泵进入二级反渗透系统。二级RO膜进一步去除残留的离子和杂质,产水纯度显著提高。二级产水进入纯水箱,二级浓水可回收至一级RO进水端,提高水资源利用率。(4)后处理系统(可选)紫外线杀菌器(UV):杀灭水中的微生物。超滤(UF):去除微小的颗粒物和胶体。臭氧杀菌:进一步确保水质无菌。(5)储存与分配纯水储存在无菌水箱中,通过循环管路分配至用水点。循环管路通常配备紫外线杀菌器和精密过滤器,防止二次污染。 纯水设备厂家,硕科是一家一体式的服务商。滁州电厂大型纯水设备
销售纯水设备,是现货款企业的业务。六安纯水设备供应
大型RO反渗透纯水设备可以显著提高食品安全问题。以下是其在食品安全中的具体作用和优势:1.提供高纯度水源去除污染物:RO反渗透技术能有效去除水中的细菌、病毒、重金属、农药残留、有机物等有害物质,确保水质符合食品安全标准。符合标准:RO产水可满足《生活饮用水卫生标准》(GB5749)和《食品安全国家标准》(GB5749-2022)的要求。2.应用于食品生产的关键环节原料清洗:使用RO纯水清洗食品原料,避免污染物残留。加工用水:在食品加工过程中,RO纯水可用于配制溶液、稀释原料等,确保产品安全。设备清洗:用RO纯水清洗生产设备,防止微生物污染和化学残留。3.延长食品保质期降低微生物风险:RO纯水几乎不含微生物,用于食品生产可减少微生物污染,延长保质期。减少化学添加剂:高纯度水可减少防腐剂等化学添加剂的使用,提高食品天然性和安全性。4.提高食品品质口感与外观:RO纯水无杂质,用于食品加工可提升产品口感和外观(如饮料、啤酒等)。稳定性:在乳制品、饮料等生产中,RO纯水可提高产品稳定性和一致性。 六安纯水设备供应
- 进口动物饮用水机定制 2025-06-02
- 医用注射水设备市场报价 2025-06-02
- 制药超纯水设备电话 2025-06-02
- 反渗透纯化水设备检修 2025-06-02
- 能源行业纯水设备市场报价 2025-06-02
- 上海锅炉软水设备市场报价 2025-06-02
- 电镀纯蒸汽发生器多少钱 2025-06-02
- 医疗去离子水设备哪家好 2025-06-02
- 连云港纯化水设备软水设备电话 2025-06-02
- 制造业去离子水设备售价 2025-06-02
- 南京本地供水设备销售市场 2025-06-02
- 纯净佳蓝加油站车用尿素自助加注机多少钱一台 2025-06-02
- 内蒙古化工保护膜生产企业 2025-06-02
- 湖北贮灰场防完整性检测服务 2025-06-02
- 江阴环保设备 2025-06-02
- 连云港万级无尘车间电话 2025-06-02
- 虹口区介绍环保材料职责 2025-06-02
- 陕西水处理有哪些 2025-06-02
- 长沙贮存高压带机运营 2025-06-02
- 江苏新型节能供水设备电话多少 2025-06-02