浙江不锈钢压力容器制造
气瓶安全使用要求:1、《化学品生产单位特殊作业安全规范》第5.29条:“使用气焊气割动火作业时,乙炔瓶应直立放置,氧气瓶与之间距不应小于5m二者与作业地点间距不应小于10m,并应设置防晒设施。”2、乙炔和氧气应分开存放,乙炔是易燃物,氧气是助燃物。如果乙炔出现泄漏,乙炔与空气混合,遇见火星或者明火则发生爆裂,爆裂又使氧气瓶破坏泄漏出氧气,发生再次爆裂,而且爆裂更加剧烈。4、氧气瓶和乙炔气瓶中应留有余压,避免其它气体流入瓶内,发生混合引发爆裂,乙炔的爆裂极限2.3%到81%,极易发生爆裂。5、氧气瓶严禁单独用绳套吊装,由于氧气瓶内存在高压,稍有不慎,容易爆裂。6、乙炔气瓶不得碰撞,否则会导致内部吸附气体的活性炭碎裂,使气体膨胀空间变大,如遇到温度上升易发生聚合作用而爆裂。压力容器的热传导效率直接影响到工艺的运行效率,合理设计可以提高能氛围。浙江不锈钢压力容器制造
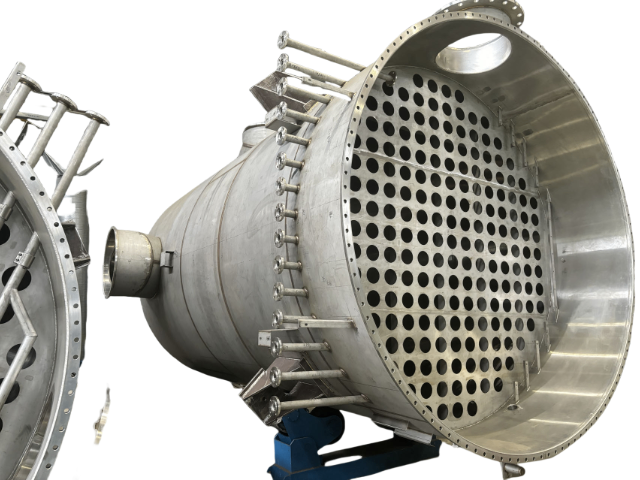
各种压力容器分类:(1)按承受压力的等级分为:低压容器、中压容器、高压容器和超高压容器。(2)按盛装介质分为:非易燃、无毒;易燃或有毒;剧毒。(3)按工艺过程中的作用不同分为:①反应容器:用于完成介质的物理、化学反应的容器。②换热容器:用于完成介质的热量交换的容器。③分离容器:用于完成介质的质量交换、气体净化、固、液、气分离的容器。④贮运容器:用于盛装液体或气体物料、贮运介质或对压力起平衡缓冲作用的容器。压力容器按在生产工艺过程中的作用原理,分为反应压力容器、换热压力容器、分离压力容器、储存压力容器。广东小型压力容器制造工作人员在操作压力容器时,需佩戴适当的防护装备,防止因意外情况造成伤害。

加工误差变形:1.下料误差变形,由于下料尺寸不准,使成型后的部件形状超出了标准规定。下料尺寸不准主要是由于计算或放大样有误,除了提高下料人员的技术水平,还应施行下料尺寸校对制,并尽可能采取下料尺寸计算机软件管理。2.成型误差变形,压力容器部件在加工成型中,由于操作不当或模具不标准而产生变形:热成型封头脱模温度有一定要求,如温度尚高就过早脱模会导致封头收缩较大,严重时可使其几何尺寸超标;机械辊制或压制的容器部件,因操作不当使之产生变形;模具设计考虑不周或有误,使成型后压力容器部件的几何尺寸不符合要求。
头一类压力容器,低压容器(第(二)、(三)款规定的除外)。第二类压力容器(下列情况之一,第(三)款规定的除外):(1)中压容器;(2)低压容器(只限毒性程度为极度和高度危害介质);(3)低压反应容器和低压储存容器(只限易燃介质或毒性程度为中度危害介质);(4)低压管壳式余热锅炉;(5)低压搪玻璃压力容器。第三类压力容器(下列情况之一):(1)高压容器。(2)中压容器(只限毒性程度为极度和高度危害介质);(3)中压储存容器(只限易燃或毒性程度为中度危害介质,且pV大于或等于50MPa·m3)。压力容器的检修孔和观察窗设计应方便维护人员进行检查和维修。

压力容器的常见形式:(一)固定式压力容器:立式容器、卧式容器、球罐、快开门压力容器;(二)移动式压力容器:汽车罐车、长管拖车,(三)气瓶;(四)氧仓;压力容器管理:简单压力容器的管理不简单,简单压力容器不需要办理使用登记手续,在设计使用年限内不需要进行定期检验,使用单位负责其使用的安全管理。发生异常时应及时邀请检验机构进行检验;达到设计使用年限后应当报废或进行定期检验;发生事故时,按照《特种设备事故报告和调查处理规定》进行报告和处理。压力容器的设计和制造需要符合严格的标准和规范。广东小型压力容器制造
压力容器通常由金属材料制成,如钢铁、铝合金等。浙江不锈钢压力容器制造
压力容器,当设备内的压力超过规定要求时自动开启,释放超过的压力,使设备回到正常工作压力状态。压力正常后,安全阀自动关闭。安全阀经校验后,严禁加重物、移动重锤、将阀瓣卡死等手段任意提高安全阀整定压力或使安全阀失效。压力表的量程应与设备工作压力相适应,通常为工作压力的1.5~3倍,较好为2倍。压力表刻度盘上应该划红线,指出较高允许工作压力。压力表的连接管不应有漏水、漏汽现象,否则会降低压力表指示值。能在规定的温度和压力下爆破,泄放压力。浙江不锈钢压力容器制造
- 浙江电磁阀箱定制 2025-06-21
- 山西洗眼器现货直发 2025-06-21
- 浙江立式压力容器 2025-06-21
- 河南卧式压力容器价格 2025-06-21
- 安徽紧急洗眼器厂家直销 2025-06-21
- 安徽防爆洗眼器参考价 2025-06-20
- 云南壁挂式洗眼器 2025-06-20
- 粉体输送撬装设备市场价格 2025-06-20
- 北京化工厂用洗眼器批发 2025-06-20
- 广东中压压力容器厂家精选 2025-06-20
- 吉安半自动4轴平面度检查摆盘机价格 2025-06-21
- 浙江智能超声波分散哪里有卖的 2025-06-21
- 陕西抗风浪网箱厂家 2025-06-21
- 河南抗风浪网箱公司 2025-06-21
- 深圳定做桌面型雕刻机设计 2025-06-21
- 东莞新能源省电空调厂家 2025-06-21
- 宜昌轮胎式蜘蛛车参考价 2025-06-21
- 南京超声波点焊机性能 2025-06-21
- 广州铝合金真空腔体 2025-06-21
- 无锡切割机企业 2025-06-21