铝合金压铸件去毛刺机生产
选择阴、阳极之间的间除有利于提高去毛刺机蚀除速度和加工精度,改善加工表面质量。电流密度和加工时间的选择也十分重要,电流密度过大会加剧杂散腐蚀,电流密度过小则会降低加工效率,延长加工时间,而加工时间过长会加剧晶界腐蚀。在满足毛刺去除效率的前提下,加工时间主要应根据加工圆角的大小来确定。由于脉冲电流的间隙作用和阶跃变化,使加工间隙中的电解液发生振荡,产生压力波,压力波的搅拌作用可改善加工间隙中电解液的流动条件,加速更新间隙中的电解液,消除加工间隙中电解液电导率分布的不均匀性,从而提高加工精度,改善表面粗糙度。脉冲电源理论研究和加工实践表明,采用脉冲电源代替直流电源进行去毛刺加工,可有效提高加工精度和表面质量。此外,还应满足脉冲电解加工的基本原则,即使电解液快速、均匀地冲刷加工部分,保证流场分布均匀台理。由于电极表面质量直接影响去除毛刺部位的表面质量因此要求工具阴极表面平整、光滑。在各种加工中,与所要求的形状、尺寸不符的、在被加工零件上派生出的多余部分即为毛刺。铝合金压铸件去毛刺机生产

目前随着国内钢铁企业的快速发展,随着市场经济的发展,棒材深加工单位及使用单位对棒材产品提出了更高、更严的表面质量和包装质星要求。国内的全去毛刺机发展迅速,去毛刺机在生产大圆钢棒材产品过程中,受定尺分段锯切、冷床收集等工序的影响,在棒材端部易产生飞边、毛刺及肿头现象,严重制约着产品表面质量的提高。众多企业在棒材的精整工序采取了多种措施,如:人工手提砂轮机修磨方式、固定式砂轮机修磨方式、机加工车床切削方式等,但效果均不理想,主要存在的问题有:(1)作业率低,不能与生产节奏有效匹配,易造成棒材积压,物流不畅。(2)精整质量无法保证,尤其人工、砂轮修磨方式,棒材端部的肿头很难彻底去除。(3)精整工序劳动强度大,作业环境恶劣。(4)采用固定式砂轮机修磨方式及机加工车床切削方式时,棒材在生产过程中产生的不平直度,会导致棒材精整时整支旋转进给困难,棒材端部周期性摆动,对砂轮片、切削刀片造成较大冲击,易导致砂轮片、刀片崩裂,存在较大的安全隐患。浙江双面去毛刺机金属加工中出现毛刺是大家都会遇到的问题,比如钻孔,车削,铣削,板材切割等等都会产生毛刺这样的问题。
去毛刺机产品具有设计独特、结构紧凑、外型美观、操作方便等优点。去毛刺机具有结构新颖的机夹刀盘、定位准确的工件夹具、质星精良的液压锁紧装置,滑台快进,工进,快退装置,运行安全可靠,去毛刺机的每个机夹刀盘上均装有三把刀具,这三把刀具合理分工、同时切削,有效地保证了工件切削高效、成型规范,充分满足强力切削状态下对导轨的稳定性要求。用去毛刺机加工的产品尺寸准确、规范,完全符合加工弯头坡口的有关标准。去毛刺机采用液压进给,进给量切削速度可根据口径大小、臂厚随意调整。去毛刺机产品具有设计独特、结构紧凑、外型美观、操作方便等优点。去毛刺机动力强劲、切削快捷、效率较高。
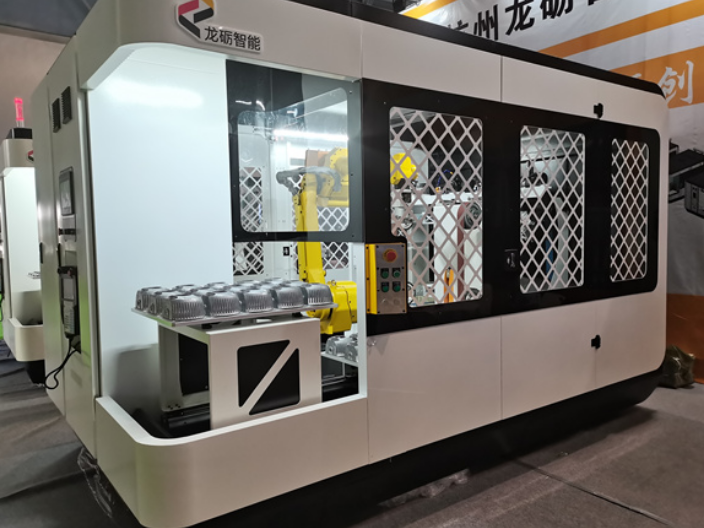
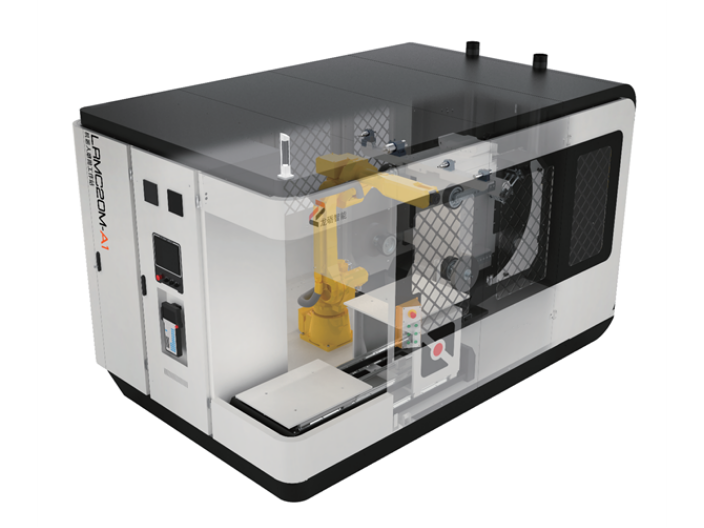
去毛刺机大致有哪几方面构成?1、可调弹簧式限位机构。去毛刺机本体的一个工作循环分为快进、工进、快退3个阶段,各阶段动作的完成由设在动力头上的可调弹簧式限位机构进行控制并切换实现。可调弹簧式限位机构安装在切削装置传动机构上,随传动机构一起移动,并且压力可调、倒角工进星可调。可调弹簧式限位机构可保证同一种规格棒材倒角的大小一致且可保证去毛刺机快进、工进、快退之间的顺利、可靠切换。2、切削装置(动力头)。切削装置分为旋转机构和移动机构。刀具和刀片安装在旋转机构上实现棒材的倒角;移动机构保证旋转机构完成快进、工进、快退整个倒角过程,而且移动机构在专门用导轨上运动,很好地保证了旋转机构在移动过程中中心线的准确性。3、夹紧定位机构。夹紧定位机构可保证棒材端部在去毛刺机运作过程中置前端,由上夹块和下夹块组成。上夹块为上下润动式,由液压系统控制动作,下夹块根据棒材规格不同可进行更换,并且结构为自动定位快换方式,以便于操作。去毛刺机本休设备由切削装置(动力头)、可调弹簧式限位机构、夹紧定位机构、浮动支撑机构和缓冲机构组成。所有机构的动作均通过液压系统和PLC控制系统自动完成。设计一个合适的去毛刺程序并且具有高效率和完全的自动化(何行的制造系统)是一个有难度的问题。
当板厚超过120mm时不宜穿孔去毛刺机倒角,如内孔直径较大,可在相应位置采用机械加工方法钻p20mm的去毛刺机倒角孔,然后再进行内孔去毛刺机倒角。穿孔时,在穿孔的过程中,注意调节速度和氧气控制阀,使熔渣大致与割嘴成40度方向飞出。为减少预热时间应适当加大预热氧、(中厚板更应如此),选择合理的穿孔点,观察钢板预热处的变化,当达到去毛刺机倒角温度时(即燃点),打开去毛刺机倒角氧控制阀,将速度适当增加直至全部打开去毛刺机倒角氧控制阀,即可完成穿孔动作。去毛刺机作业时工作人员须带手套。铝件去毛刺机厂家
去毛刺机适合的工艺非常广的,几乎涉及到各个行业,尤其是金属制造和精密仪器的制造方面。铝合金压铸件去毛刺机生产
如果铝管切割机安换的是一片新锯片,没切多长时间就出现毛刺现象,那我们需要考虑这台设备的润滑系统和进刀方式,因为合金圆锯片在进行切割过程中,一定要搭配润滑系统,以及设备的主轴精度高,包括行走轨道精度,这样切出来的材料光滑面才会特别平整。当铝材切割机设备的精度或者润滑,没有达到相应的要求时,切割出来的材料肯定会出现不同程度的毛刺。铝管切割机配套的合金锯片规格不正确,由于是切割铝管,我们需要根据铝管的厚度以及壁厚,来选择合适的锯片规格,锯片的齿数至关重要。如果我们所用的合金锯片选择的齿数,和切割的铝管不符合,材料在切割过程中,肯定会出现大量毛刺,而且切割面特别差。关于铝管切割机出现毛刺现象时,一般从这两点就可以排查出来。只要我们使用的铝管切割机设备、润滑系统,还有锯片规格选择正确,毛刺现象自然迎刃而解。铝合金压铸件去毛刺机生产
杭州龙砺智能科技有限公司位于东洲街道东洲工业功能区3号路1号,交通便利,环境优美,是一家生产型企业。龙砺智能是一家有限责任公司(自然)企业,一直“以人为本,服务于社会”的经营理念;“诚守信誉,持续发展”的质量方针。公司始终坚持客户需求优先的原则,致力于提供高质量的打磨,抛光,去毛刺,自动化打磨。龙砺智能以创造高品质产品及服务的理念,打造高指标的服务,引导行业的发展。
- 打磨集尘机定制价格 2025-07-21
- 扬州全自动打磨抛光机器人 2025-07-21
- 温州机械表打磨 2025-07-21
- 小打磨机售价 2025-07-21
- 宁波全自动抛光机设备 2025-07-21
- 无锡自动化打磨机设备 2025-07-21
- 铸铁件打磨机器人生产厂 2025-07-21
- 广西打磨工艺 2025-07-21
- 无锡自动打磨去毛刺设备 2025-07-21
- 绍兴工业机器人打磨价格 2025-07-21
- 普陀区便捷式离心机推荐货源 2025-07-21
- 山东纳米均质机种类 2025-07-21
- 昆明室内别墅电梯哪个牌子好 2025-07-21
- 广州哪里有厂房空调原理 2025-07-21
- 宁波离心通风机供应商 2025-07-21
- 湖北国内实验室家具 2025-07-21
- 宁夏三相交流电机功率 2025-07-21
- IH化工离心泵厂商 2025-07-21
- 宜宾化工行业制氮设备直销 2025-07-21
- 惠州双主轴数控机床直销 2025-07-21