新能源红外水分仪原理
颗粒饲料水分含量的控制在实际生产中,根据粉料含水量灵活调整,以确保入模粉料达到理想的温度和水分含量至关重要。当遇到正常含水量的粉料时,调质需要干蒸气;若粉料含水量偏高,则会带来一系列负面影响。针对水分含量较低的粉料,可以通过多种手段增加调质后物料的水分含量,比如降低蒸汽压力、关闭部分疏水阀、添加不饱和蒸汽或延长调质时间等。对于水分含量较高的情况,则需采用高压超饱和蒸汽,确保调质后粉料温度达标而不至于水分过多。冷却步骤旨在将颗粒饲料的温度降至接近室温,去除多余水分,确保产品符合标准。这一过程需要精确调整风量和时间,以适应不同条件下的颗粒饲料。使用水分仪可以避免因水分过多或过少导致的产品缺陷。新能源红外水分仪原理

德国默斯公司专业致力于各种工艺阶段的在线水分测量,其产品涵盖了所有在线水分检测设备方式,能够满足不同的物料、不同的工艺阶段和不同客户的需求,例如近红外测量方式(**型号:MS-580),微波测量方式(**型号MS-590),接触式测量(**型号MS-210),非接触测量方式(**型号MS-590)。***,颗粒饲料非接触性实时在线水分检测控制研究关系到饲料成本、质量和经济效益。通过高精度水分检测和控制来影响颗粒料水分含量,从而实现比较大投入产出比和比较好产品质量。铁矿石含水率测量仪型号在线微波水分仪登场,携手喷淋,自动化加水超省心。
相反,对于水分含量较高的粉料,则要采用高压超饱和蒸汽,使调质后粉料温度达到要求而含水量不至于过高,这又像是在给过湿的粉料进行一次有趣的改造。冷却过程同样让人开心不已。它是为了降低颗粒饲料温度,使其不超过室温3~5℃,带走颗粒中水分,使颗粒饲料产品水分含量符合规定标准。冷却后颗粒饲料温度和水分必须都达到要求才能进行包装,否则成品在贮存过程中易发霉变质。这就要求根据刚脱模出来颗粒饲料的产量、温度、水分、颗粒大小及其成分及时调整冷却风量和时间,对于较干、较小的颗粒饲料所用的冷却风量应小些、冷却时间应短些;对于较湿、较大的颗粒饲料则应加大风量、延长冷却时间。
在饲料生产过程中,水分控制是一个至关重要的环节。颗粒饲料的合理水分含量因原料来源及品种的不同而有所差异,这使得混合后的半成品粉料水分变化应控制在9%~14%的范围内。同时,调质前粉料水分含量必须严格控制在12.5%,且不得超过13%,否则容易发***霉变质的情况。此外,调质后入模粉料的水分含量也需要精确控制在15%~16%,以确保生产出的颗粒饲料质量上乘、光洁度均匀、粉化率低,并且成品料的水分含量也要符合标准要求。在实际生产中,为了达到上述要求,需要根据粉料含水量进行相应的调整,使入模粉料达到理想的温度和水分含量。高可靠性设计,减少维修次数和成本。
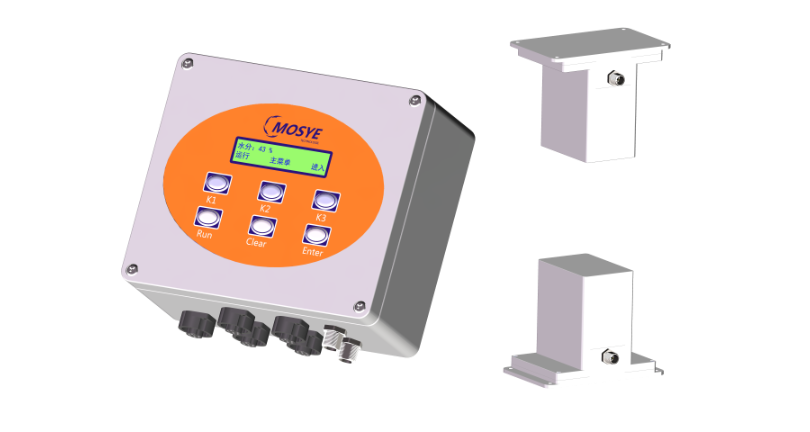
产品应用:?行业产品:环保行业:污泥、垃圾;冶金行业:烧结料、球团料;煤炭行业:煤块、焦炭;***行业:烟包、麻包、烟箱;造纸行业:纸包、纸箱;粮食行业:粮包、药包等。?应用设备:皮带、辊轴、料仓。?环保、烧结、煤炭、造纸、纺织等行业技术参数CPU:带MS的微处理器重量:5KG机壳:铝230*200*110MM防护等级:IP65水份测量范围:0%-100%精度:0.1%-1%电源:100-220VAC通讯接口:RS485/232环境:-20摄氏度--+85摄氏度;库存温度:-30摄氏度--+95摄氏度信号输出:4-20MA或1-5V;模拟信号输入:4-20MA(用于高度测量控制启停);数字信号输入:无源开关节点输入,用于外部光电信号控制测量启停.功耗:50VA辐射标准:EN55011TeilB抗干扰:EN50082/1安全指标:IEC1010-1传感器:两个标准:MS0001功率:0.1MW-10DBM;灵敏度:0.1NW;HPBW:小于70度工作温度:-20摄氏度--+60摄氏度机箱:ABS材料140*120*180信号线缆:HF-传输线,标准2米可定制长度防护:IP65本安型设计高精度的水分仪能够检测到微量的水分变化。高精度微波水分仪报价表
默斯测控,智能测量,准确控制。新能源红外水分仪原理
自动化工程师视角:集成水分监测的智能制造智能制造的推动者在饲料行业的智能制造转型中,水分监测是实现生产自动化、智能化的关键一环。通过集成MOSYEMS-S系列水分仪,我们致力于打造一个高效、精细的饲料生产系统。一、水分监测系统的集成我们将MS-S2001和MS-S-2001水分仪集成到饲料生产的各个环节中,从原料入仓到成品输出,实现水分的实时、在线监测。二、自动化生产流程的优化基于水分监测数据,我们不断优化自动化生产流程,包括原料配比、粉碎粒度调整、混合均匀度控制等,以实现生产效率的比较大化。新能源红外水分仪原理
- 固定物料水份测定仪哪个好 2025-06-27
- 默斯微波水分仪厂 2025-06-27
- 浆体水分仪官网 2025-06-27
- 高精度红外水分仪技术参数 2025-06-27
- 混凝土水份测定仪解决方案 2025-06-27
- 面粉水分测定仪公司 2025-06-27
- 甲醇含水率测量仪有哪些品牌 2025-06-27
- 手持式水分测量仪定制 2025-06-27
- 化工测水仪哪家好 2025-06-27
- 化工水分分析仪解决方案 2025-06-27
- 嘉定区品牌溢流阀厂家电话 2025-06-27
- 闵行区国内溢流阀批量定制 2025-06-27
- 天津Agilent光功率探头81623C 2025-06-27
- 电子金相磨抛机供应商 2025-06-27
- 超高纯气体63超高纯压力表现货 2025-06-27
- 温州市胶粘剂水分测定仪报价 2025-06-27
- 喂料机故障诊断维修 2025-06-27
- 宁夏液位计 2025-06-27
- 常州防爆烘箱排名 2025-06-27
- 江苏高精度无掩膜光刻无掩膜激光直写 2025-06-27