广东废水臭氧催化反应器生产厂家
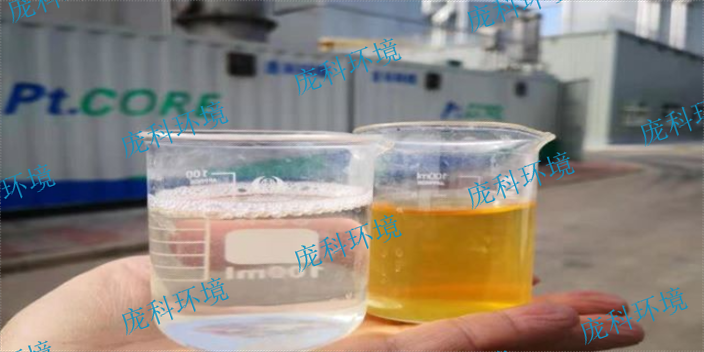
臭氧催化氧化技术是臭氧在催化剂的催化作用下,在水中形成具有强氧化作用 的羟基自由基·OH(E0=2.8V),利用具有强氧化作用的羟基自由基·OH,并兼具电化学反应,对废水中的有机或无机物进行氧化还原反应,进而达到分解、脱稳、 吸附、凝聚等作用,去除废水 COD 并提高废水的 B/C 比。臭氧催化氧化技术特别 适用于可生化性较差的废水处理。 催化臭氧化主要有以下几个机理: ①通过催化剂强化产生更多的具有极高氧化还原电位的羟基自由基,使得有机污染物得到完全的降解; ②通过催化剂与水中的有机污染物发生络合反应,使有机污染物更易于被氧化分解;③通过催化剂使臭氧和有机物得到富集,从而加快有机物的氧化分解速度。臭氧的存在对微生物、病毒和有机物残留等有害物质具有强烈的氧化降解作用。广东废水臭氧催化反应器生产厂家
介绍一下催化臭氧工艺的反应器形式。效果好的当然是塔式反应器,钢结构,一般在水量3000M3/d以下时使用;在水量5000M3/d以上时,从工程经济考虑,只能使用钢筋混凝土结构,流型设计为折流式,但水力停留时间、催化剂量等应适当放大。对于钢筋混凝土结构的反应器,我们已经开发出成品的单元化填料。臭氧催化氧化技术是基于臭氧的高级氧化技术,它将臭氧的强氧化性和催化剂的吸附、催化特性结合起来,能较为有效地解决有机物降解不完全的问题。广东循环流化床式臭氧催化氧化反应器厂家供应臭氧氧化催化剂是一种能改变臭氧氧化反应速度的选择性触媒材料。
臭氧是一种不稳定的活性气体。在常温下会有一种特殊的气味,气体会呈现淡蓝色。臭氧在水中的氧化还原电位为2.07V,是目前只次于氟的第二强氧化剂。臭氧在废水处理中的应用主要利用了这一特点。就目前的情况来看,臭氧在水溶液中比在气相中分解得更快。臭氧在水中的分解主要受温度和pH值的影响。随着温度的不断升高,分解速度也在逐渐加快。当温度达到100°C以上时,分解会非常剧烈。当温度达到270°C以上时,会直接转化为氧气。pH值与分解速率也有直接的关系。常温下在空气中的分解半衰期为15~30分钟。
工业废水包括生产废水、生产污水及冷却水,是指工业生产过程中产生的废水和废液,其中含有随水流失的工业生产用料、中间产物、副产品以及生产过程中产生的污染物。工业废水治理指的是工业生产过程用过的水经过适当处理回用于生产或妥善地排放出厂,包括生产用水的管理和为便于治理废水而采取的措施。现阶段,化工企业在发展中,应该重视对污水的处理和排放,并且化工企业正处于转型的主要时期,因此还需要将污水的深度处理放在首要位置。这就需要选择适合的污水处理方法和技术,做好排出污水的处理和二次使用工作,以便降低对生态环境的污染,提升化工企业的经济效益和社会效益。臭氧催化氧化催化剂可以增加臭氧与污水的接触时间。

由于制药废水成分复杂、难降解有机污染物种类较多、生物可降解性差、毒性大、色度高、水量波动大,因此处理难度较大。臭氧作为一种高级氧化技术,因其对该类废水的处理效果较好而得到普遍应用。但单独采用臭氧的方法存在臭氧利用效率低、反应活性差、处理成本高等问题,而臭氧催化氧化技术可有效解决上述问题。非均相催化体系由于无二次污染、催化剂易于回收利用等优点得到了科研人员的关注。但是粉体和小颗粒状的非均相催化剂,由于尺寸较小,易堵塞曝气孔,且可能增加废水中的悬浮物,不利于工程应用。大量研究表明,过渡金属锰不论是离子态还是金属氧化物态均具有一定的催化活性,能够提高臭氧的利用效率,从而增加对有机物的去除率。臭氧催化反应器在卫生、农业等领域也可以进行广泛应用。河北庞科臭氧催化氧化反应器市场报价
臭氧催化反应器可通过组合其他反应器等方式提高其处理效率和灵活性。广东废水臭氧催化反应器生产厂家
对于臭氧催化氧化技术技术,固体催化剂的选择是该技术是否具有高效氧化效能的关键。研究发现,多相催化剂主要有三种作用:一是吸附有机物,对那些吸附容量比较大的催化剂,当水与催化剂接触时,水中的有机物首先被吸附在这些催化剂表面,形成有亲和性的表面螯合物,使臭氧氧化更高效。二是催化活化臭氧分子,这类催化剂具有高效催化活性,能有效催化活化臭氧分子,臭氧分子在这类催化剂的作用下易于分解产生如羟基自由基之类有高氧化性的自由基,从而提高臭氧的氧化效率。三是吸附和活化协同作用,这类催化剂既能高效吸附水中有机污染物,同时又能催化活化臭氧分子,产生高氧化性的自由基,在这类催化剂表面,有机污染物的吸附和氧化剂的活化协同作用,可以取得更好的催化臭氧氧化效果的。广东废水臭氧催化反应器生产厂家
- 广东工业臭氧催化反应器厂家供应 2025-06-21
- 西安臭氧催化氧化催化剂厂家供应 2025-06-21
- 上海臭氧催化氧化反应器基本原理 2025-06-20
- 河南臭氧催化氧化催化剂 2025-06-20
- 辽宁废水臭氧催化反应器 2025-06-20
- 天津臭氧催化氧化催化剂供应厂家 2025-06-20
- 天津工业臭氧催化反应器市场价 2025-06-20
- 青岛废水臭氧催化氧化反应器 2025-06-20
- 杭州臭氧催化反应器价位 2025-06-20
- 山东全混厌氧反应器推荐 2025-06-20
- 宝山区氩气厂家直销 2025-06-21
- 柱塞泵投诉处理案例 2025-06-21
- 江西PLC自动控制次氯酸钠发生器咨询报价 2025-06-21
- 汕尾高纯水机器供应商 2025-06-21
- 浦东新区服务废气治理解决方案要求 2025-06-21
- 南通纯净佳蓝车用尿素代理 2025-06-21
- 无锡本地室内空气污染治理报价 2025-06-21
- 青海高含量葡萄糖行价 2025-06-21
- 泰州垃圾站化学滤料研发 2025-06-21
- 普陀区土壤污染治理设备分类 2025-06-21