湖北各种型号定制汽车扎带模具供应商家
热流道模具通过将传统式模具或三板式模具的浇道与流道进行加热,使得在每一成形时都不需要取出流道和浇道。这种设计可以明显减少生产过程中的废料,并提高生产效率。热流道模具能够加工多种塑料材料,包括但不限于PP、PE、PS、ABS、PBT、PA、PSU、PC、POM、LCP、PVC、PET、PMMA等。这使得热流道模具在多个工业领域具有广泛的应用。电子行业:热流道模具在电子产品制造中发挥着重要作用,如制造手机壳、键盘等部件。汽车行业:在汽车制造中,热流道模具用于生产仪表盘、保险杠等部件。由于汽车部件通常较大,使用热流道模具可以解决缺胶问题,并调节熔接痕,提高产品质量。医疗行业:在医疗器械和设备的制造中,热流道模具用于生产各种塑料部件,如注射器、输液器等。日用品行业:如玩具、包装容器等也范围广采用热流道模具进行生产。想加快汽车扎带生产?选乐清市辰华模具的模具,缩短产品成型时间。湖北各种型号定制汽车扎带模具供应商家
冷却系统:检查冷却系统的设计和布局,确保冷却水的流通畅通,防止温度不均匀导致的问题。气动与液压系统:对气动和液压系统进行多方面检验,确保管路连接牢固,防止液压油或气体泄漏。电气系统:检查所有电气元件的连接,确保传感器、开关和控制系统运行正常,防止电气故障。试模监控:在试模过程中对模具运行状态进行实时监控,及时调整和修正,确保试模效果符合预期。产品检验:对试模产出的产品进行多方面检验,包括尺寸、外观和其他关键指标,确保产品质量符合标准。河南定制汽车扎带模具答疑解惑需高精度汽车扎带模具,乐清市辰华模具有限公司能满足。
缩短成型周期:热流道模具通过保持流道内的熔体处于熔融状态,避免了传统模具中冷浇道需要冷却的时间,从而缩短了成型周期。节约原材料:由于热流道模具没有冷浇道,因此不会产生生产废料,这降低了原材料的成本和浪费。提高产品质量:热流道模具可以确保熔融塑料以稳定的方式注入型腔,从而提高制件的品质一致性。此外,热流道成型的零件浇口质量上乘,残余应力低,变形小。减少后续加工:热流道模具制成的零件在成型后即可直接作为成品,无需进行后续的修剪浇口和回收加工冷浇道等繁琐工序,这有助于简化生产流程和提高生产效率。支持多型腔模具:热流道模具的设计允许在模具上配置更多的型腔,从而提高制品的产量和注射机的利用率。
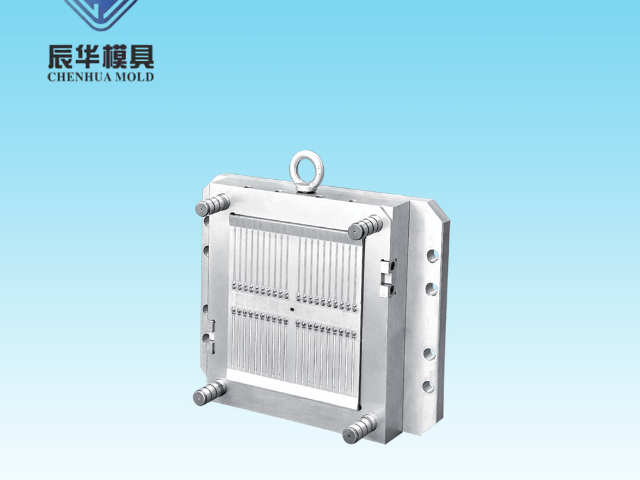
确定热喷嘴个数:根据已确定的进料口位置和每模的腔数,来确定热喷嘴的个数。如果成形某一产品选择一模一件一个进料口,则只需要一个热喷嘴,即选用单头热流道系统;如果成形某一产品选择一模多腔或一模一腔二个以上进料口,则需要多个热喷嘴,即选用多头热流道系统(但有横流道的模具结构除外)。确定热喷嘴尺寸:根据塑件重量和热喷嘴个数,来确定热喷嘴径向尺寸的大小。目前相同形式的喷嘴有多个尺寸系列,分别满足不同重量范围内的塑件成形要求。设计模具结构尺寸:根据塑件结构确定模具结构尺寸,再根据定模镶块和定模板的厚度尺寸选择热喷嘴标准长度系列尺寸,修整定模板的厚度尺寸及其他与热流道系统相关的尺寸。设计固定板与冷却系统:根据热流道分流板的形状确定热流道固定板的形状,并在其板上布置电源线引线槽。同时,在热流道分流板、热喷嘴、喷嘴头附近设计足够的冷却水环路,以确保模具的热平衡和稳定性。乐清市辰华模具有限公司汽车扎带模具,耐磨抗造,减少频繁更换烦恼。

加工精度:模具制造精度直接影响其使用寿命。加工精度不足,如尺寸偏差大、表面粗糙度高,会导致模具在装配和使用过程中出现问题,加速模具磨损。热处理与表面处理:热处理质量对模具的性能和使用寿命有极大影响。淬火、回火等热处理工艺不当,会导致模具材料性能不稳定,出现变形、开裂等问题。此外,表面处理如渗碳、渗氮、镀硬铬等,可以提高模具的表面硬度、耐磨性和抗腐蚀性能,从而延长模具使用寿命。工作载荷:模具在工作过程中承受的载荷大小和频率对其寿命影响很大。若工作载荷超过模具设计承载能力,会导致模具变形、开裂。频繁的交变载荷也会使模具产生疲劳损伤,缩短模具寿命。工作温度:对于一些在高温环境下工作的模具,如压铸、热锻模具,温度对其寿命影响明显。过高的工作温度会使模具材料的硬度和强度下降,加剧热疲劳和磨损。润滑与保养:良好的润滑可以减少模具工作时的摩擦和磨损,延长模具使用寿命。同时,定期对模具进行保养,如清理模具表面的杂质、检查模具的磨损情况等,也是延长模具使用寿命的重要措施。乐清市辰华模具有限公司汽车扎带模具,操作便捷易上手。山西定做汽车扎带模具批发价
快速响应汽车扎带模具订单,乐清市辰华模具有限公司,准时交付不拖延。湖北各种型号定制汽车扎带模具供应商家
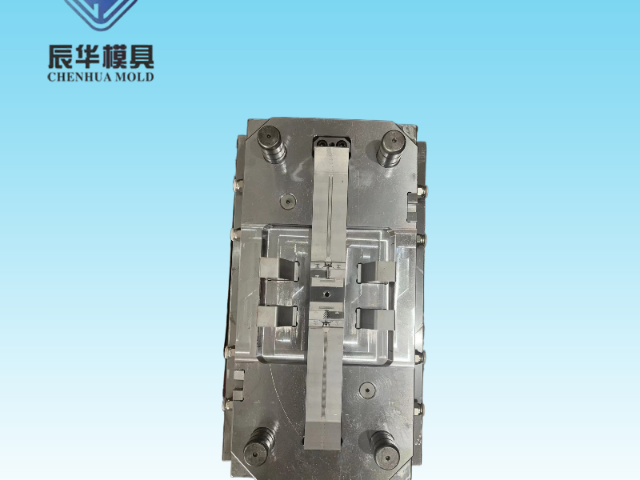
模具总装零件检验:在模具总装前,对所有模具零件进行多方面检验,包括尺寸精度、表面质量、硬度等。确保零件符合设计要求,对于不合格的零件要及时进行返工或更换。组装:将加工好并检验合格的模具零件进行总装。先安装模架,然后依次安装型腔、型芯、热流道系统、冷却系统、导向机构等。在安装过程中,要保证各零件的位置准确,配合间隙合理。例如,型腔和型芯的装配要保证间隙均匀,防止注塑时出现飞边。冷却水道的连接要牢固,确保密封良好,无漏水现象。使用定位圈将模具安装在注塑机上,并调整好模具的安装位置和开合行程。调试:模具总装完成后,进行调试。首先,对热流道系统进行通电测试,检查加热元件是否正常工作,温度控制器的温控精度是否符合要求。然后,将模具安装在注塑机上,进行试模。通过试模,观察熔体在热流道系统中的流动情况,检查产品的成型质量,如是否有短射、飞边、气泡等缺陷。根据试模结果,对模具进行调整和优化,如调整热流道的温度、注塑压力、注塑速度等参数,直到生产出合格的产品。湖北各种型号定制汽车扎带模具供应商家
- 江苏各种型号定制塑料模具24小时服务 2025-07-31
- 河南定做汽车扎带模具工厂直销 2025-07-31
- 龙湾区定制汽车扎带模具24小时服务 2025-07-31
- 上海定做尼龙扎带模具订制价格 2025-07-31
- 各种型号定制塑料模具按需定制 2025-07-31
- 青海定制尼龙扎带模具 2025-07-31
- 各种型号定制汽车扎带模具销售厂 2025-07-31
- 甘肃定做膨胀管模具生产企业 2025-07-31
- 浙江各种型号定制尼龙扎带模具工厂直销 2025-07-31
- 青海各种型号定制膨胀管模具零售价 2025-07-31
- 河东区铝用钻头采购 2025-07-31
- 云南304异径弯头厂家供应 2025-07-31
- 液压冷藏车离合器型号 2025-07-31
- 环槽铆钉哈克枪SF32 2025-07-31
- 浙江海洋工程弯头报价 2025-07-31
- 金华什么是挡圈批发 2025-07-31
- 花都区定制铜编织带 2025-07-31
- 金华洗衣池模具设计 2025-07-31
- 扬州虎克铆枪7304 2025-07-31
- 黑龙江槽型模压门板钢板批发 2025-07-31