河北模具生产企业
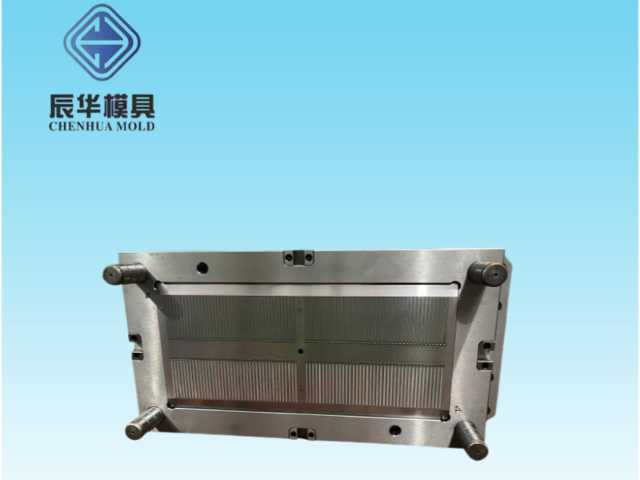
材料测试:通过材料测试和证书验证,确保所选材料符合设计要求,并具备足够的强度、硬度和耐磨性。供应链管理:加强对供应商的管理和评估,确保所采购的材料质量可靠,满足生产需求。高精度加工:采用先进的加工设备和检测技术,确保模具的高精度和高质量。零部件测量:对每个零部件进行精密测量,确保尺寸精细,符合设计图纸的要求。零部件检查:在进行模具装配之前,对各个零部件进行多方面检查,包括清洁、润滑和防锈处理。紧固件质量:确保螺栓和螺母的质量,检查紧固力,防止由于螺栓失效导致模具故障。标牌扎带模具,定制服务,满足各种需求。河北模具生产企业
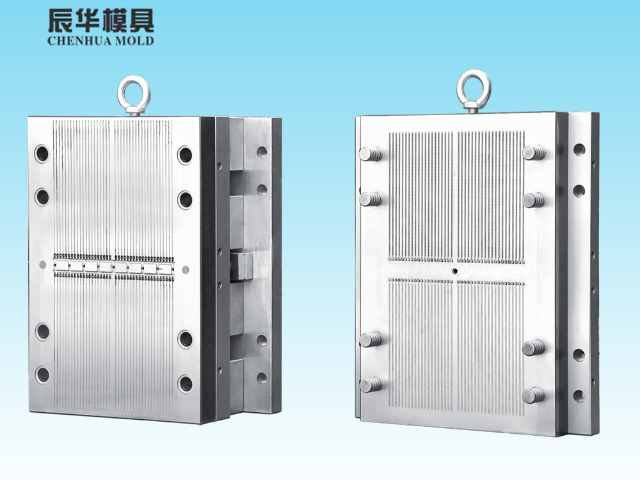
缩短成型周期:由于热流道模具无浇道系统冷却时间限制,制件成型固化后能立即顶出,从而明显缩短了成型周期。减少废料:在纯热流道模具中,无冷浇道意味着无生产废料,这有助于降低材料成本。提高产品质量:热流道成型的零件浇口质量上乘,残余应力低,变形小,确保了零件品质的一致性。自动化生产:热流道模具使得制件成型后即可直接作为成品,无需后续的修剪浇口及回收加工冷浇道等繁琐工序,推动了生产自动化。元件小型化:通过缩小喷嘴空间,模具上可以配置更多型腔,从而提高制品产量和注射机利用率。元件标准化:标准化热流道元件可以减少设计工作的重复性,降低模具造价,并简化易损零部件的更换和维修过程。设计可靠化:各大模具公司对热流道板的设计以及热喷嘴联接部分的压力分布、温度分布和密封等问题进行了深入研究,以提高模具的可靠性和使用寿命。江西热流道模具答疑解惑模具工艺精湛,标牌扎带更精细。

缩短成型周期:热流道模具无浇道系统冷却时间限制,制件成型固化后能立即顶出,明显缩短了成型周期。节约原料:在纯热流道模具中,由于无冷浇道,从而无生产废料,降低了材料成本。提高制件质量:热流道成型的零件浇口质量上乘,残余应力低,变形小,品质一致性好。推动生产自动化:热流道模具制件成型后即可直接作为成品,无需后续的修剪浇口及回收加工冷浇道等繁琐工序,有利于生产自动化。热流道模具已成功应用于多种塑料材料,如PP、PE、PS、ABS等,并能制造出尺寸小至1克以下、重量超过30公斤的零件。在电子、汽车、医疗、日用品、玩具、包装、建筑、办公设备等各工业部门都得到广泛应用。
浇口控制在热流道与模腔的连接处设有浇口,浇口尺寸微小,它起到控制塑料熔体进入模腔流速与流量的关键作用。热流道系统能够精细调控浇口处的温度,防止塑料提前凝固,保证熔体在合适的注射速度下平稳注入模腔,从而让成型后的塑料制品密度均匀、外观平整,减少诸如流痕、熔接痕这类缺陷的产生。循环运作完成一次注塑过程,模具开启,制品脱模被取出。此时,热流道系统依然维持加热保温状态,等待下一轮注塑循环。新的塑料原料又会在注射机作用下被推送进热流道,重复熔体输送、充模成型的流程,得益于热流道的持续 “待命”,后续注塑无需像传统冷流道模具那样,要先清理冷料、重新加热流道,缩短了成型周期。选择辰华,模具定制,满足多样需求。
可锻性:选择易于锻造的材料,可以降造成本并提高生产效率。具有良好可锻性的材料通常具有较低的热锻变形抗力、良好的塑性和较宽的锻造温度范围。切削加工性:考虑材料的切削加工性,选择切削用量大、刀具损耗低、加工表面粗糙度低的材料,可以降低加工成本并提高模具的精度。热处理性能:选择易于淬火、回火,且淬透性好的材料,可以提高模具的硬度和耐磨性。同时,需关注材料的热处理变形开裂倾向,选择变形小、开裂敏感性低的材料。可磨削性:对于需要精加工的模具,应选择砂轮相对损耗小、无烧伤极限磨削用量大、对砂轮质量及冷却条件不敏感、不易发生磨伤及磨削裂纹的材料。选用标牌扎带模具,降低成本,提高效率。模具按需定制
定制标牌扎带模具,塑造独特品牌形象。河北模具生产企业
分析塑件要求:根据塑件的结构和使用要求,确定进料口位置。只要塑件结构允许,且热流道系统的喷嘴和喷嘴头不与成型结构干涉,进料口可以放置在塑件的任何位置上。对于大而复杂的异型塑件,可以运用计算机辅助分析(如CAE)来模拟熔融状塑料在型腔内的流动情况,分析模具各部位的冷却效果,从而确定比较好的进料口位置。选择喷嘴头形式:塑件材料和产品的使用特性是选择喷嘴头形式的关键因素,同时还需要考虑塑件的生产批量和模具的制造成本。确定模具腔数:根据塑件的生产批量和注射设备的吨位大小,来确定每模的腔数。河北模具生产企业
- 内蒙古各种型号定制膨胀管模具生产企业 2025-06-13
- 山东定做汽车扎带模具供应 2025-06-13
- 江苏定做膨胀管模具生产企业 2025-06-13
- 江苏定做塑料模具工厂直销 2025-06-13
- 北京汽车扎带模具选购 2025-06-13
- 四川各种型号定制汽车扎带模具选购 2025-06-13
- 天津定做汽车扎带模具供应商家 2025-06-13
- 中国香港定做膨胀管模具制造价格 2025-06-12
- 河北定制尼龙扎带模具供应商家 2025-06-12
- 广东定做尼龙扎带模具厂家 2025-06-12
- 漳州超高扭力碟形垫圈厂家电话 2025-06-13
- 自密封快速接头批发 2025-06-13
- 南昌电动电柜拉手批发 2025-06-13
- 江苏硬质保温快速门费用 2025-06-13
- 澳洲铝合金厕所隔断零售 2025-06-13
- 南通激光焊机焊材代理品牌 2025-06-13
- 山东海钓路亚饵八字圈用品 2025-06-13
- 番禺区定制铜编织带回收价 2025-06-13
- 铜镀镍快速接头供应价格 2025-06-13
- 山东官方虎克螺栓供应商 2025-06-13