广东常规输送上料批发厂家
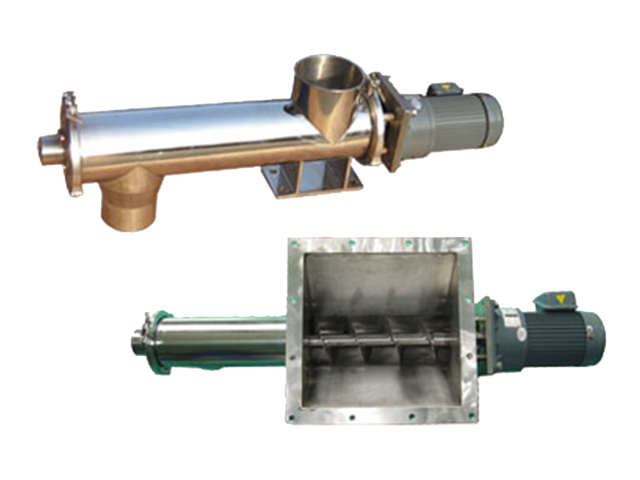
螺旋输送机//螺旋输送机(螺旋上料机)是一种经济实用方便的上粉料设备,其特点是安装简单、使用方便、维护保养便捷。由于设计的独特性,便于输送易流动和流动性较差的粉状物料,如奶粉、味精、固体饮料、白糖、葡萄糖、咖啡、饲料、固体、粉粒状添加剂、染料等。螺旋输送机有多种机型:无斗螺旋上料机、方斗振动螺旋上料机、圆斗振动螺旋上料机、水平螺旋输送机、水平振动、螺旋输送机等,本公司可根据客户需要订制各类非标螺旋输送机/提升机,以适应不同生产要求。(对于特殊物料,本公司可根据要求设计特殊器件)。主要特点1.结构简单、横截面尺寸小、密封性能好、运行平稳可靠;2.中间多点装料和卸料、操作安全方便、维修简便以及制造成本低;3.输送方向可逆向,也可同时向相反两个方向输送。输送过程中还可对物料进行搅拌、混合、加热和冷却等作业;4.适用工况:粉状、颗粒状和小块状物料。不适宜输送易变质的、粘性的和易结块的物料。螺旋输送机有多种机型:无斗螺旋上料机、方斗/圆斗振动螺旋上料机、水平螺旋输送机、螺旋输送机等。广东常规输送上料批发厂家

操作的标准:正确安装和准确操作真空输送,请按照以下方法:1、气动真空输送机在交货时就已安装完毕,只需在容器上固定即可,但要与设备的接口一致。2、在连接压缩空气时,请在主气源管道处安装气源三联件,保证所使用的气源是纯净的,在使用设备时请校正气源的比较好工作压力。3、检查设备,在此过程中不要输送任何物料。首先,检查真空泵位置,调整起源三联件上压缩空气的压力为6bar,真空泵就可开始工作。然后,通过封闭吸入口,检查该设备安装的稳定性,所产生的真空度应该在-80kPa左右(理想的工作压力)。此方法也是检查压缩空气压力的方法。4、校正吸、放料时间。建议:吸料、放料时间主要取决于现场的工况和物料的性能,在正式生产前必须经测试设定比较好的吸、放料时间。吸料时间:如果没有现有的参考时间,我们建议:由5秒逐渐调整,物料至料仓的吸料口位置为比较好。放料/反冲时间:根据现场的实际需要,时间可以进行设置,在此之前,设置到比较大,根据情况逐渐调整到比较好状态。请注意:—为避免阻碍放料系统,根据物料的性能,请适当设置吸料//放料时间;利用反冲气囊,停止工作前,使设备空运转,在吸料状态下,反复转换开关旋钮。广东常规输送上料批发厂家管链输送机是一种输送粉状、小颗粒状及小块状等散状物料的连续输送设备,可以水平、倾斜和垂直组合输送。

输送机支架焊条电弧焊的焊接方法1.引弧(1)划擦法---先将焊条对准焊件,再将焊条像划火柴似的在焊件表面轻轻划擦,引燃电弧,然后迅速将焊条提起2-4mm,并使之稳定,(2)敲击法---将焊条末端对准焊件,然后手腕下弯,使焊条轻微碰一下焊件,再迅速将焊条提起2~4mm,引燃电弧后手腕放平,使电弧保持稳定。这种引弧方法不会使焊件表面划伤,又不受焊件表面大小、形状的限制,所以是在生产中主要采用的引弧方法。但操作不易掌握,需提高熟练程度。引弧时需注意如下事项:1)引弧处应无油污、水锈,以免产生气孔和夹渣。2)焊条在与焊件接触后提升速度要适当,太快难以引弧,太慢焊条和焊件粘在一起造成短路。2.运条运条是焊接过程中**重要的环节,它直接影响焊缝的外表成形和内在质量。电弧引燃后,一般情况下焊条有三个基本运动:朝熔池方向逐渐送进、沿焊接方向逐渐移动、横向摆动。焊条朝熔池方向逐渐送进---既是为了向熔池添加金属,也为了在焊条熔化后继续保持一定的电弧长度,因此焊条送进的速度应与焊条熔化的速度相同。否则,会发生断弧或粘在焊件上。焊条沿焊接方向移动---随着焊条的不断熔化,逐渐形成一条焊道。若焊条移动速度太慢。
上料时间应设短些,放料时间应设长些;输送颗粒料时,上料时间应设长些,放料时间应设短些。6、按下“开/关”按键,压缩空气即被送入真空发生器,真空料斗产生真空,实现加料。7、此时应关注压缩空气压力,供气压力应在。供气压力是指真空发生器工作时,也就是上料时,系统中的压缩空气压力。QVC-3,4,5,6真空上料机的真空发生器上有压力表,以该压力表显示的压力为准。对于QVC-1,2真空发生器上没有压力表,应以过滤减压阀上压力表为准。在调试中要特别注意,供气压力,当放料或系统待机状态时,过滤减压阀上压力表显示的压力应在—。许多用户安装上料机后,常常把过滤减压阀调整在,如果此时真空发生器开始工作,系统的压力会陡降到。长距离输送或输送能力较大时,系统中空气压力必须达到。 该螺旋输送机可以作直线输送,也可以弯曲输送,这种高度灵活性让使用者使用非常方便。
排除方法该机的常见故障及处理方法如下:1、常见故障:电动机不能起动或起动后就立即慢下来。故障原因分析:a线路故障;b电压下降;C接触器故障;d在。处理方法:检查线路;检查电压;检查过负荷电器;减少操作次数。2、常见故障:电动机发热;故障原因分析:由于超载、超长度或输送带受卡阻,使运行阻力增大,电动机超负荷运行;由于传动系统润滑条件不良,致使电动机功率增加;电动机风扇进风口或径向散热片中堆积粉尘,使散热条件恶化。处理方法:测电动机功率,找出超负荷运行原因,对症处理;各传动部位及时补充润滑;***粉尘。3、常见故障:满负荷时,液力偶合器不能传递额定力矩故障原因分析:液力偶合器油量不足。处理方法:加油(当双电机驱动时,必须用电流表测量两电动机。通过调查充油量使功率趋向一致。)5、常见故障:减速器过热故障原因分析:减速器中油量过多或太少;油使用时间过长;润滑条件恶化,使轴承损坏。处理方法:按规定量注油;清洗内部,及时换油修理或更换轴承、改善润滑条件。适用于输送各种粉状、颗粒状、球状、片状等物料。陕西输送上料技术指导
可根据要求部署多个进出料口,满足工艺要求。广东常规输送上料批发厂家
1、结构紧凑,占用空间小,可以水平、垂直、弯曲布置。2、全封闭式输送,无粉尘溢漏,出口不必设置除尘器。在输送物料时可充装气体。3、物料沿着管子平滑输送,物料破损少,可比较大限度地保证物料完整性。4、输送能耗低,运行成本低,维护量少,使用寿命长。5、不会产生系统堵塞--适合输送多种形态的物料。6、可以带料重载启动。应用:石油化工、塑料:PP(聚丙烯)、PE-LLDPE-LDPE-HDPE(聚乙烯)、PC(聚碳酸酯)、PVC(聚氯乙烯)、PS(聚苯乙烯)、PA(聚酰胺)、PET(聚酯)、ABS(丙烯腈-丁二烯-苯乙烯共聚物)、PTA、CTA(精对苯二甲酸)、EVA(聚乙烯—醋酸乙烯)、MELAMINA(三聚氰胺)化学工业:碳酸钙、碳酸钠、氢氧化钠、白云石、二氧化钛、氧化锌、淀粉、高岭土、滑石、脂肪酸、稳定剂。 广东常规输送上料批发厂家
- 山西定制光圈阀批发厂家 2025-06-05
- 浙江本地光圈阀直销价格 2025-06-05
- 江苏半自动光圈阀销售厂家 2025-06-05
- 云南国产拆包卸料一般多少钱 2025-06-05
- 广西三通阀技术指导 2025-06-05
- 安徽通用光圈阀售后服务 2025-06-05
- 陕西加工光圈阀是什么 2025-06-05
- 青海哪里有光圈阀欢迎选购 2025-06-05
- 贵州直销光圈阀设备制造 2025-06-05
- 山西本地三通阀怎么用 2025-06-05
- 江阴闸阀支架厂家 2025-06-05
- 福建制造空气能一体机厂家 2025-06-05
- 换热器净化设备机组价格 2025-06-05
- 海南叉车汽车卡箍现货 2025-06-05
- 亳州横流闭式冷却塔厂家 2025-06-05
- 无锡哪里可以购买珍珠棉发泡机 2025-06-05
- 龙华区本地全自动锡膏印刷机品牌 2025-06-05
- Empower嘉强焊接激光数控系统说明书 2025-06-05
- 焊锡检测AOI在线返修台 2025-06-05
- 慈溪附近哪里有变频器维修找哪家 2025-06-05