多层板微通道换热器设计
微通道,也称为微通道换热器,就是通道当量直径在10-1000μm的换热器。这种换热器的扁平管内有数十条细微流道,在扁平管的两端与圆形集管相联。集管内设置隔板,将换热器流道分隔成数个流程,创阔科技支持定做微通道换热器1.节能节能是空调器的一项重要指标。相比较常规换热器,微通道换热器由于其更高的换热效率可以更容易达到高等级如1级能效标准的产品。2.成本与常规换热器不同,微通道换热器不主要依靠增加材料消耗提到换热效率,在达到一定生产规模时将具有成本优势。另外,铜与铝的价格差距越大,其成本优势越明显。3.推广潜力微通道目前在空调行业的应用不比铜管刺片换热器,主要是目前主流空调厂家都有自配套的两器工厂,替代势必会导致现有投资的损失。但由于微通道换热器的诸多优势,主流厂家又都投入专门的力量在研究微通道换热器,一旦瓶颈突破微通道可以极大的提升产品的竞争力和企业的可持续发展能力。因此,我们也相信微通道的市场会越来越广,越来越大,创阔科技可提供定制化的微通道换热器解决方案,欢迎联系。创阔科技微通道换热设计加工制作。多层板微通道换热器设计
微通道换热器
“创阔科技”将开启高效精细的化工新时代,微通道,就是当量直径在10-1000μm的反应通道,微通道反应技术作为化工过程强化的重要手段之一,兼具过程强化和小型化的优势,并具有优异的传热传质性能和安全性,过程易于控制、直接放大等特点,可显著提高过程的安全性、生产效率,快速推进实验室成果的实用化进程,与常规反应器相比,微通道反应器在传质传热、流体流动、热稳定性等方面具有优异的性能,但是目前使用的微通道,因微通道的当量直径十分微小,流体表面张力的作用变得极为明显,流体在微通道内流动时总是处于平流状态,不同流体间的混合主要依靠分子间的扩散作用,混合效率较低。宝山区换热器微通道换热器微米和纳米级的微通道是微化工设备系统的主要组成部分,创阔科技为其研发制作一站式服务。
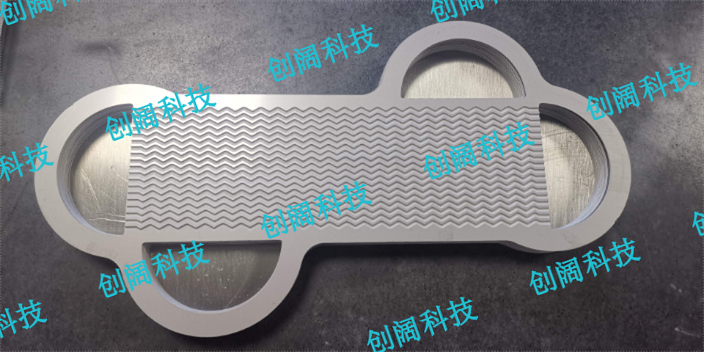
微通道,也称为微通道换热器,就是通道当量直径在10-1000μm的换热器。这种换热器的扁平管内有数十条细微流道,在扁平管的两端与圆形集管相联。集管内设置隔板,将换热器流道分隔成数个流程。板式换热器是由一系列具有一定波纹形状的金属片叠装而成的一种新型换热器。各种板片之间形成薄矩形通道,通过板片进行热量交换。不管是微通道板片的原理和换热器板片每张板片包含两个部件:金属板:为压制有波纹、密封槽和角孔的金属薄板,是重要的传热元件。波纹不仅可强化传热,而且可以增加薄板的和刚性,从而提高板式换热器的承压能力,并由于促使液体呈湍流状态,故可减轻沉淀物或污垢的形成,起到一定的“自洁”作用。密封垫片:安装在沿板片周边的垫圈槽内,密封板片之间的周边,防止流体向外泄漏,并按设计要求,密封一部分角孔,使冷、热液体按各自的流道流动。换热器板片密封原理在波纹板片上粘有密封垫,密封垫设计成双道密封结构,并具有信号孔。当介质如从前一道密封泄漏时,可从信号孔泄出,便能及早发现问题加以解决,不会造成两种介质的混合。
创阔科技在面对“微通道管材与换热器制造技术及该技术对于发展微通道管材与换热器先进制造技术,形成我国微通道换热器产业链,推动空调产业升级和节能减排具有重要意义。微通道换热器本源于汽车空调,现在正逐步向家用、商用大型空调的方向发展,并有望替代铜管-铝翅片换热器,做出更大的研究与贡献。创阔能源科技又在板式换热器具有高效节能、结构紧凑、容易清洗拆装方便.使用寿命长、适应性强且不串液等优点,板式换热器作为--种.高效紧凑式的换热器,在其加热、冷却、凝结.蒸发和热传导过程中,与管壳式换热器相比具有低廉价格和更高传热效率的优点,因而得到了各个工业领域的广泛应用。板式换热器的应用不仅能够起到节能减耗的作用,而且对工业生产能够降低成本,增加工业生产经济效益,对工业的生产经济具有促进作用。紧凑型微结构换热器创阔科技。

创阔能源科技对于微通道对流换热不同于宏观(指尺寸>1mm)通道换热的机理。受通道形状、壁面粗糙度、流体品质、表面过热量、分子平均自由程与通道尺寸之比等众多因素的影响,微通道换热呈现出一些特殊的特点。换热效率随热导率的变化趋势根据径向热阻和器壁轴向热传导的影响,换热器效率随热导率的变化可分为3个区域:低热导率时,随热导率的增加,径向热阻的影响逐渐减弱,换热器效率增大,该区域可称为热阻控制区;热导率增加到一定程度时,换热器效率随热导率增加的趋势逐渐减弱,增至最大值后开始逐渐减小,称为高效换热区;热导率进一步增加时,器壁轴向导热对换热过程的影响逐渐增强,换热器效率随之减小,并逐渐趋近于器壁完全等温时的换热效率50%,称为热传导控制区。高效液冷换热器,多结构多介质换热器,设计加工找创阔能源科技。多层板微通道换热器设计
高效液冷换热器,多结构多介质换热器,设计加工找创阔科技。多层板微通道换热器设计
创阔科技使用的真空扩散焊是一种固态连接方法,是在一定温度和压力下使待焊表面发生微小的塑性变形实现大面积的紧密接触,并经一定时间的保温,通过接触面间原子的互扩散及界面迁移从而实现零件的冶金结合。扩散焊大致可分为三个阶段:第一阶段为初始塑性变形阶段。在高温和压力下,粗糙表面的微观凸起首先接触,并发生塑性变形,实际接触面积增加,并伴随表面附着层和氧化膜的破碎,使界面实现紧密接触,形成大量金属键,为原子的扩散提供条件。第二阶段为界面原子的互扩散和迁移。在连接温度下,原子处于较高的活跃状态,待焊表面变形形成的大量空位、位错和晶格畸变等缺陷,使得原子扩散系数增加。此外,此阶段还伴随着再结晶的发生,以实现更加牢固的冶金结合和界面孔洞的收缩及消失。第三阶段为界面及孔洞的消失。该阶段原子继续扩散使原始界面和孔洞完全消失,达到良好的冶金结合。其优点可归纳为以下几点:(1)接头性能优异。扩散焊接头强度高,真空密封性好,质量稳定。对于同质材料,焊接接头的微观组织及性能与母材相似,且母材在焊后其物理、化学性能基本不发生改变。(2)焊接变形小。扩散连接是一种固相连接技术,焊接过程中没有金属的熔化和凝固。多层板微通道换热器设计
- 山西过滤网孔微孔加工 2025-07-31
- 西藏微孔加工厂家 2025-07-31
- 南京创阔科技真空扩散焊接 2025-07-31
- 贵州微孔加工方法 2025-07-31
- 江苏电子芯片微通道换热器 2025-07-31
- 河南PCHE应用微通道换热器 2025-07-31
- 喷油滤网真空扩散焊接诚信合作 2025-07-31
- 杨浦区真空扩散焊接联系方式 2025-07-31
- 青浦区PCHE应用真空扩散焊接 2025-07-31
- 上海塑料微孔加工 2025-07-31
- 福建工业冷水机组 2025-07-31
- 崇明区真空镀膜机分类 2025-07-31
- 吴江区离心通风机定制价格 2025-07-31
- 4极油泵电机类别 2025-07-31
- 静安区新款气缸销售厂家 2025-07-31
- 上海全自动套膜热收缩包装机源头厂家 2025-07-31
- 广西防振OPGW光缆品牌 2025-07-31
- 杭州非标定制超声波焊接技术 2025-07-31
- 高性能导电阳极丝测试系统研发 2025-07-31
- 钙钛矿电池光模拟系统厂家 2025-07-31