东莞多轴视觉点胶系统供货商
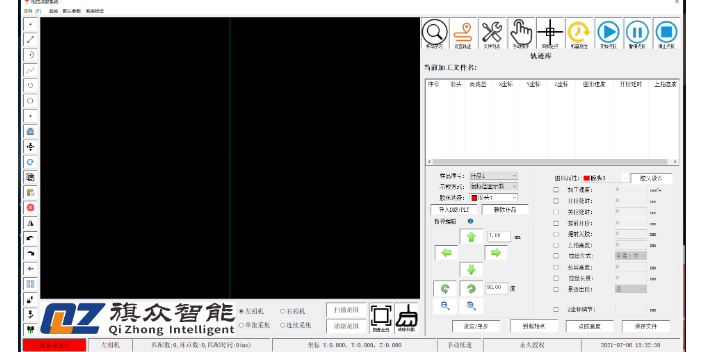
视觉点胶系统在生产过程中的数据采集和分析方面提供了重要的帮助。以下是一些相关的优势:实时数据采集:视觉点胶系统可以实时采集生产过程中的数据,包括点胶位置、速度、质量等信息。这些数据可以帮助生产团队了解生产过程的实时状态,快速发现潜在问题并采取相应的措施。过程监控和控制:通过数据采集和分析,视觉点胶系统可以监控点胶过程中的关键参数,并实时反馈给控制系统。基于采集到的数据,生产团队可以实现对点胶过程的精确控制,提高生产效率和产品质量。缺陷检测:视觉点胶系统可以对点胶过程中的缺陷进行检测和分析。通过图像处理和算法分析,系统可以快速识别并定位点胶中的缺陷,如气泡、溢胶等。这有助于及早发现问题,并进行及时的纠正。视觉点胶系统采用电脑PC端操作,简单直观易上手。东莞多轴视觉点胶系统供货商
视觉点胶系统的重复精度可以根据具体的系统和机器人进行评估。重复精度是指机器在多次执行同一任务时能够重现相同位置的能力。它通常以公差或偏差的形式度量,并与机器的分辨率、控制系统的精度以及环境因素等因素相关。视觉点胶系统的重复精度需要会受到多种因素的影响,包括视觉传感器的精度、机器人的机械结构、控制系统的精度以及系统的校准程度等。通常情况下,视觉点胶系统的重复精度可以达到数十微米甚至更高的水平。然而,具体的重复精度会因不同的系统和设备而有所差异。深圳流水线跟踪视觉点胶系统视觉点胶系统可通过三维视觉,支持四轴、五轴,可控制胶阀进行360°旋转,实现立体表面的点胶。
全景+局部视觉点胶系统旗众智能全景+局部视觉点胶系统,这款点胶系统在整个行业真可谓是相当炸裂的存在这套点胶系统结合了全景视觉技术和局部视觉技术,实现了全局和局部双重定位,从而提高了点胶的精度和效率。全景视觉技术能够在大范围内识别点胶位置和形状,而局部视觉技术则可以在局部区域内实现更高精度的定位和点胶。全景+局部双重定位视觉点胶系统通过对两种视觉技术的融合应用,能够实现对各种复杂形状、高难度的点胶应用的高精度、高速度、高稳定性的点胶。目前,这套点胶系统已经广泛应用于多个行业中。
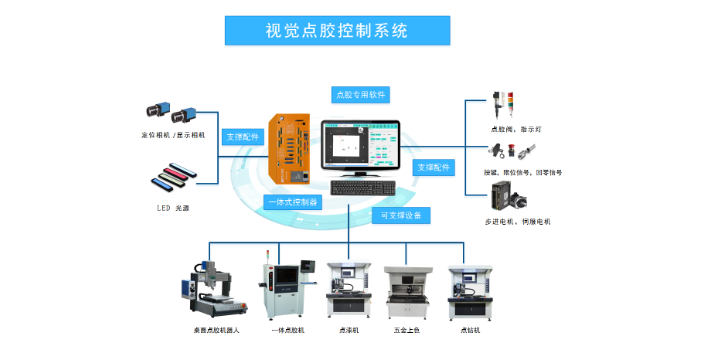
目前,点胶机市场竞争日益剧烈,唯有好品质质量和成熟稳定的点胶工艺技术才能占领市场。而当前,电子行业属于朝阳行业,发展的前景非常好,电子行业中的很多零件都需要用到点胶机技术。点胶机设备要想在电子行业占一席之地,就必须要提高电子行业点胶质量,这就意味要有着高精度高速度的点胶技术。电子行业对点胶精度需求较高,大多数电子产品结构小巧,需要有高精度的点胶机设备才能完整地将胶水填充在电子产品中。另外,点胶机设备系统要做到精密的运动控制,确保产品的出胶量得到精确掌控,能有效提高点胶速度,使产品的点胶质量得到相应提升。为迎合工业自动化生产,如电子行业的需求,该如何去提升点胶设备?视觉运动控制系统是用于生产、装配或包装的有价值的机制。机器视觉的引入能够精确的定位拾取工件的位置和待放工件点胶的位置,可以快速识别工件,自动路径生成,实时动态显示加工轨迹,以实现更高速,更高精度的点胶作业,保证产品点胶质量。支持多工件随意摆放,自动识别,智能点胶,有效提升工作效率。VMC0400是旗众智能耗时多年开发的全功能大幅面视觉点胶控制系统,该控制系统是CAD绘图+机器视觉+运动控制+数据库管理在点胶行业里的完美结合,示教更直观。视觉点胶系统的高精度运动控制,确保点胶位置误差极小。
视觉点胶系统在质量控制方面采取多种措施来保证点胶质量,其中包括以下几个主要方面:视觉检测和识别:视觉点胶系统通过图像处理和分析软件对工件表面进行实时检测和识别。系统可以检测工件的形状、大小、位置等特征,并将这些信息与预设的点胶位置和路径进行比较,确保点胶位置的准确性和一致性。精确的定位和校正:视觉点胶系统通常配备高精度的定位装置,如机械臂、传感器等,可以实时感知工件的位置和姿态。系统可以根据实际情况进行自动校正,保证点胶时的准确定位。精密的点胶控制:视觉点胶系统配备高精度的点胶控制设备,如胶水阀门、压力控制装置等。系统可以根据预设的参数和点胶路径,控制胶水的流量、速度和压力,以确保点胶的稳定性和一致性。视觉点胶系统通过深度学习,不断优化点胶工艺参数。深圳自动跟随视觉点胶系统服务商
视觉点胶系统支持产品变形补偿,适应不同工况下点胶需求。东莞多轴视觉点胶系统供货商
视觉点胶机的应用越来越广,从饰品加工到工业电子用品,要完成高效率、高精确的点胶加工工作,就离不开视觉点胶机。这源于视觉点胶机的秒拍视觉定位,可以快速识别整个加工台面上的所有加工产品,开展髙速点胶工作,精确控制出胶量。那么,视觉点胶机是如何控制出胶量的呢?一般造成出胶量预期效果的难点有以下几点:1、呼吸系统的标准气压不够,使出胶量控制预期效果不明显;2、出现漏滴和出胶量过小的情况;3、点胶针筒二次运用造成点胶针堵塞难点;4、点胶工艺的控制。要解决难点1,可以从标准气压度下手,将气压控制在适当范围,不能过高或过低,否则很容易造成出胶量较差的情况,气压罐不稳定才出现标准气压不足的难点,要对进气压表进行调节到约11到14psi,呼吸系统压力应在能符合的出胶量控制当中。出现漏滴和出胶量过小的情况,很有可能是胶水的浓度值不够,导致强力胶在点胶时顺着针筒往下滴,此时应提高机械泵回吸功效,使点胶阀内部相对于外界大气压强形成一定的气体压强差,从而使点胶阀关闭维持出胶量控制,便于提升出胶量的控制。此外,还应定期对点胶机进行保养工作。要解决难点3点胶针阀堵塞,而简单有效的方式就是及时清洗点胶阀。而点胶工艺的控制。东莞多轴视觉点胶系统供货商
- 东莞全景单工位视觉点胶系统配置 2025-06-04
- 广州大视野视觉点胶系统公司电话 2025-06-04
- 中山标准视觉点胶系统方式 2025-06-04
- 中山多工位视觉点胶系统哪家靠谱 2025-06-04
- 佛山高精视觉点胶系统哪家靠谱 2025-06-04
- 东莞三轴视觉点胶系统服务 2025-06-04
- 佛山五轴联动视觉点胶系统制造商 2025-06-04
- 佛山多工位视觉点胶系统 2025-06-04
- 中山视觉点胶机系统费用 2025-06-04
- 杭州3D视觉点胶系统公司电话 2025-06-04
- 济宁单向滚针轴承供应商 2025-06-28
- 常规空调机组调试 2025-06-28
- 金华TO炉燃烧器定做 2025-06-28
- 成都A3卷法兰哪家好 2025-06-28
- 山西无人超市维修 2025-06-28
- 水平式缠绕机哪里有卖 2025-06-28
- 海南附近液压打包机供应商 2025-06-28
- 无锡油冷却换热器选型 2025-06-28
- 台州JX-0640ADCZ2数控车床哪家好 2025-06-28
- 中山pcb离子污染测量仪价格 2025-06-28