惠州视觉点胶系统推荐厂家
视觉点胶系统在医疗设备制造方面有多种应用。以下是一些常见的应用领域:医用器械组装:视觉点胶系统可用于医疗器械的组装过程中的精确点胶任务,例如粘合组件、密封或固定部件等。它能够通过图像处理技术检测和定位需要点胶的位置,确保胶水的准确应用。医用传感器制造:在生产医用传感器时,视觉点胶系统可以用于精确地点胶传感器元件,例如生物传感器、光学传感器等。这有助于确保传感器具有稳固的结构,并确保胶水不会干扰传感器的功能。医用耗材制造:视觉点胶系统常用于医用耗材(如试剂盒、微流控芯片等)的生产中,以实现高精度和一致性的点胶。这对于确保样品和试剂准确配对以进行检测和分析非常重要。医疗导管和导线制造:视觉点胶系统可用于医疗导管和导线的制造过程中的胶水粘合任务。它可以帮助精确定位和确定需要点胶的区域,确保胶水的正确应用和强度。视觉点胶系统集成智能软件,操作简便,新手也能快速上手。惠州视觉点胶系统推荐厂家

拐角堆胶降速、运动中变速等功能,避免出胶不匀,“大头”及拉丝现象;3、行业软件,精确控制胶量时间、涂胶速度,点胶时间,停胶时间等参数;4、可设置循环加工,循环次数、循环间隔时间可设置,设备不间断工作,节省中间上下料时间,提高生产效率;5、适用于一般的点胶机,一套系统即可完成针对不规则产品(如圆形、椭圆形、线条、半圆、弧形、曲线等)的随意点胶,满足多种加工样式,不需要专门的圆形点胶机来完成;6、不需要模具固定产品,产品可任意方向摆放,一次性整板定位模式,无需单个产品逐个识别,采用视觉自动识别定位并生成加工轨迹,快速完成圆形工件的点胶工作,快速提高生产效率;7、可导入和保存多个文件,相同产品无需重新编程,一次设计无限次使用,快速完成圆形点胶工作。适用产品:喇叭、音膜、蜂鸣器、轴承、五金饰品、微型电机、手表、音圈等。深圳全景双工位视觉点胶系统配置视觉点胶系统集成 AI 算法,支持对轮廓分明,平面的产品,实现自动识别产品特征并规划点胶路径。
深圳市旗众智能视觉点胶系统:如果你的行业需要运用到点胶技术,那么我们旗众智能的视觉点胶系统你一定不要错过。旗众智能有着十年的视觉点胶系统的研发生产经验,提供多方位的视觉点胶解决方案,可以集成在你的点胶机上,能够让你的点胶机搭载视觉功能,我们提供完善的技术支持及现场调试服务,为您的设备增效降本,无需培养工业视觉人才,也无需组建视觉部门,让你实现利益比较大化,因为我们旗众智能的点胶系统就是你的视觉部门。
视觉点胶系统的成本因多种因素而异,包括系统的规模、复杂度和功能。这些系统通常由多个组成部分组成,包括视觉传感器、胶水喷头、控制器和软件等。较简单的视觉点胶系统需要具有较低的成本。例如,一个基本的系统需要只包括一个简单的2D视觉传感器、单一胶水喷头和相应的控制器,需要在几千到数万美元的范围内。高级的视觉点胶系统具有更高的成本,因为它们通常具有更复杂的功能和更精确的定位能力。这些系统需要包括3D视觉传感器、多个喷头、多轴运动控制以及更先进的软件算法等。这样的系统需要需要数十万美元到数百万美元不等的投资。总体而言,具体的视觉点胶系统成本取决于项目需求和要求的精确程度。为了获取准确的成本估计,建议与供应商或专业厂商进行咨询,以便根据特定项目的要求获得定制的报价。视觉点胶系统具备智能自动路径规划功能,有效提高点胶效率。
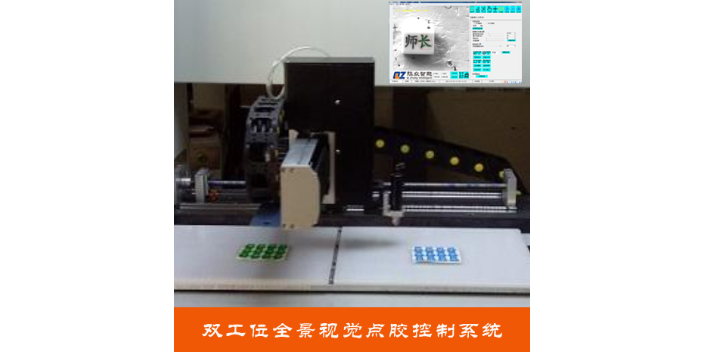
全景+局部双重视觉定位视觉点胶系统是一种结合了全景视觉系统和局部视觉系统的点胶定位方案。它的原理是通过两个不同的视觉系统协同工作,实现对工件的准确定位和点胶操作。全景视觉系统是系统的主要部分,它通常由一个或多个摄像头组成,用于获取工作环境中的全景图像。这些摄像头安装在固定位置,可以涵盖整个点胶工作区域。全景视觉系统使用高效的图像处理算法对全景图像进行分析和处理,提取出工件的整体特征和位置信息。局部视觉系统是系统的辅助部分,通常由一个或多个激光传感器、摄像头或其他高精度传感器组成。它们用于对工件进行更细致的检测和定位。局部视觉系统能够获取工件的局部特征,如边缘、孔洞、标记点等,并提供更高精度的位置信息。在工作过程中,全景视觉系统首先获取全景图像,并使用图像处理算法进行特征提取和目标识别,确定工件的大致位置和姿态。然后,局部视觉系统辅助进行更准确的定位,通过对工件进行细致的检测和分析,提供更精确的位置信息。视觉点胶系统通过模块化设计,便于后期维护与升级。在线式跟踪视觉点胶系统方案
视觉点胶系统基于windows,直接在电脑上可视化操作,方便简单。惠州视觉点胶系统推荐厂家
视觉点胶机的应用越来越广,从饰品加工到工业电子用品,要完成高效率、高精确的点胶加工工作,就离不开视觉点胶机。这源于视觉点胶机的秒拍视觉定位,可以快速识别整个加工台面上的所有加工产品,开展髙速点胶工作,精确控制出胶量。那么,视觉点胶机是如何控制出胶量的呢?一般造成出胶量预期效果的难点有以下几点:1、呼吸系统的标准气压不够,使出胶量控制预期效果不明显;2、出现漏滴和出胶量过小的情况;3、点胶针筒二次运用造成点胶针堵塞难点;4、点胶工艺的控制。要解决难点1,可以从标准气压度下手,将气压控制在适当范围,不能过高或过低,否则很容易造成出胶量较差的情况,气压罐不稳定才出现标准气压不足的难点,要对进气压表进行调节到约11到14psi,呼吸系统压力应在能符合的出胶量控制当中。出现漏滴和出胶量过小的情况,很有可能是胶水的浓度值不够,导致强力胶在点胶时顺着针筒往下滴,此时应提高机械泵回吸功效,使点胶阀内部相对于外界大气压强形成一定的气体压强差,从而使点胶阀关闭维持出胶量控制,便于提升出胶量的控制。此外,还应定期对点胶机进行保养工作。要解决难点3点胶针阀堵塞,而简单有效的方式就是及时清洗点胶阀。而点胶工艺的控制。惠州视觉点胶系统推荐厂家
- 深圳灌胶机视觉点胶系统解决方案 2025-05-18
- 中山自动化视觉点胶系统企业 2025-05-18
- 东莞高速视觉点胶系统单位 2025-05-18
- 深圳喷胶机视觉点胶系统制造商 2025-05-18
- 杭州涂胶机视觉点胶系统解决方案 2025-05-18
- 东莞四轴旋转视觉点胶系统实力厂家 2025-05-18
- 惠州机器视觉点胶系统实力厂家 2025-05-18
- 佛山高精视觉点胶系统多少钱 2025-05-18
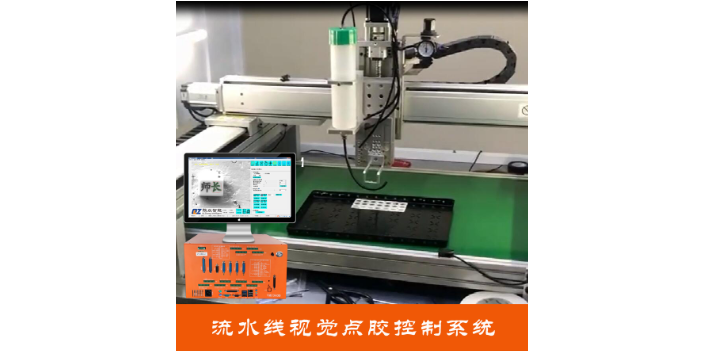
- 深圳流水线视觉点胶系统报价 2025-05-18
- 上海三轴视觉点胶系统定制 2025-05-18
- 广东工业产品清洗用ASAHI ht-pvc管材什么价格 2025-05-18
- 山东分体式编码器费用是多少 2025-05-18
- 青海间歇分割器批发 2025-05-18
- 江苏塑料箱厂家 2025-05-18
- 无锡双向平衡阀厂家 2025-05-18
- 微型激光切割机高新技术产品 2025-05-18
- 江苏高节能风机厂家价格 2025-05-18
- 上海垃圾清洗区地沟厂家 2025-05-18
- 广西隔膜泵推荐货源 2025-05-18
- 南通销售二维混合机私人定做 2025-05-18