山东砂轮型号
磨床砂轮根据加工需求定制化设计,由磨料、结合剂与气孔三要素精密配比构成,涵盖氧化铝、碳化硅、金刚石及CBN等多种材质体系。陶瓷结合剂砂轮适用于碳钢、合金钢的精密平面磨削,通过微气孔结构平衡散热与切削力,保持尺寸稳定性;树脂砂轮凭借弹性基体特性,在工具磨床完成铣刀、钻头的刃口修整,缓冲振动避免刃区微崩。针对硬质合金、陶瓷等超硬材料,金属或陶瓷结合剂金刚石砂轮以网状结构固结磨粒,实现高精度成型磨削,加工硬质合金模具时轮廓精度达±。CBN砂轮专为淬硬钢件设计,立方氮化硼磨粒在高温下保持锋利度,处理HRC60以上齿轮齿面时兼顾表面光洁度与形状保持性。砂轮硬度、粒度、集中度三参数经严格匹配,适配平面磨床、外圆磨床及数控工具磨机,通过动平衡校正与安全转速管控确保作业稳定性,满足轴承滚道精磨、发动机曲轴轴颈抛光等场景需求,为金属加工提供从粗磨到超精磨的全流程解决方案。 南通尚东磨具——金属开槽砂轮,金刚石锋利升级,开槽更迅速、更准确,工业切割星星!山东砂轮型号
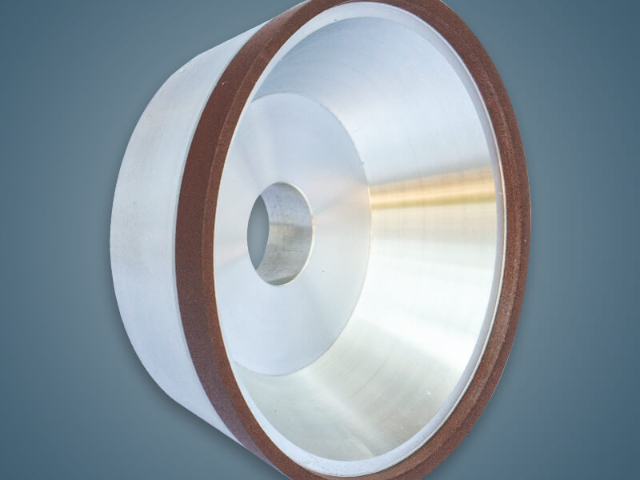
尚东磨具——单晶钢玉砂轮制造领航者江苏南通尚东磨具有限公司,专注于单晶钢玉砂轮的制造,致力于为各类精密磨削需求提供出众解决方案。单晶钢玉砂轮,以其的耐磨性、好的切削性能和稳定的磨削质量,成为磨削领域的佼佼者。尚东磨具凭借超前的生产工艺和严格的质量把控,确保每一款单晶钢玉砂轮都达到行业超前水平。我们的产品广泛应用于模具、轴承等行业的精密磨削,深受客户好评。尚东磨具不仅提供标准型号砂轮,还提供个性化定制服务,满足客户多样化需求。选择尚东磨具,就是选择品质与效率的双重保证。我们始终坚持以客户为中心,以创新为驱动,不断提升产品性能和服务水平。携手尚东磨具,让您的磨削作业更加准确!我们期待与您共同开创磨削行业的新篇章! 湖北金刚石 砂轮南通尚东磨具有限公司——陶瓷金刚石砂轮制造厂家,匠心独运,品质非凡,为您的磨削需求提供选择!

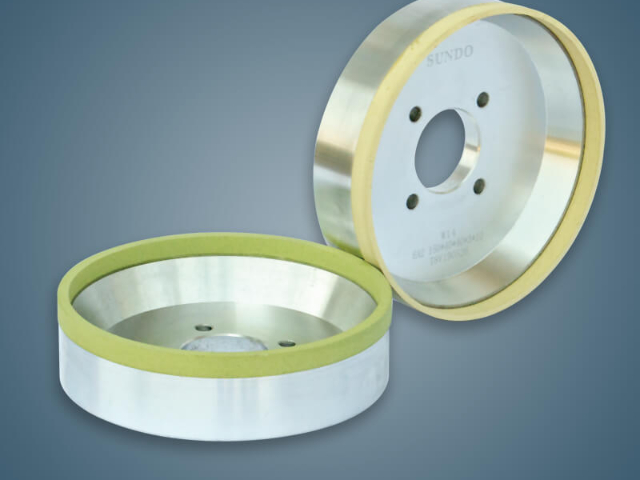
数控磨床砂轮专为自动化精密加工系统开发,结合高刚性基体与超硬磨料体系,通过数字化参数匹配满足复杂工艺需求。采用金属/陶瓷复合结合剂与微米级金刚石或CBN磨粒精密成型,适配数控系统对磨削路径、进给量及角度变化的精细掌控,在淬硬钢齿轮齿面、硬质合金模具型腔等场景中实现高精度。轻量化蜂窝结构基体降低旋转惯量,配合动态平衡补偿技术,确保五轴联动加工异形曲面时的振动压制能力。模块化接口设计兼容自动换砂轮系统,支持在线检测与磨损补偿功能,针对汽车曲轴轴颈、航空叶盘榫槽等连续加工任务,保持表面粗糙度稳定性。内置多向散热通道与抗粘附涂层,应对钛合金薄壁件、陶瓷基复合材料等难加工材质的温升压制需求。全系产品覆盖从粗磨到镜面抛光的粒度范围,通过智能磨削参数库与机床协同优化,为精密轴承滚道、光学元件自由曲面等精密制造领域提供工艺集成化解决方案。
尚东磨具——磨削陶瓷,砂轮选材至关重要在陶瓷磨削领域,选择合适的砂轮是确保加工效果的关键。江苏南通尚东磨具有限公司,专注于磨削陶瓷砂轮的制造,为行业提供解决方案。针对陶瓷材料的高硬度和脆性特点,我们推荐使用金刚石砂轮和CBN砂轮。金刚石砂轮以其超高的硬度и和优异的耐磨性,能够很好的磨削陶瓷,保证加工精度和表面光洁度。而CBN砂轮则以其高温稳定性和化学惰性,适用于高速磨削和干磨条件,延长砂轮使用寿命。尚东磨具生产的金刚石和CBN砂轮,采用制造工艺和严格质量检测,确保每一款产品都具备很好性能。我们提供多种规格和定制服务,满足不同客户的磨削需求。选择尚东磨具,就是选择信任与品质。让我们携手共进,推动陶瓷磨削技术的发展,共创美好未来! 南通尚东磨具——数控磨床砂轮修整,金刚石砂轮修整,确保磨削精度与效率,助力您的精密加工需求!
外圆磨床砂轮针对圆柱形、锥形工件的外表面精密加工设计,采用增强纤维基体与梯度磨料层复合结构,确保大直径旋转时的刚性及磨削稳定性。其磨料层依据轴向应力分布优化浓度梯度,前段粗颗粒加快修正工件圆度,后端细颗粒完成表面精修,单次走刀实现从余量去除到光洁度。基体内部环形散热槽与螺旋气流通道协同作用,平衡高速磨削产生的热量,加工长轴类零件时避免热变形导致的直径偏差。弹性缓冲界面层设计减缓径向冲击,在断续表面(如键槽轴、花键轴)磨削中保护砂轮结构完整性。适配数控外圆磨床的自动修整系统,通过在线检测实时补偿砂轮磨损,保证批量加工中工件尺寸的一致性。特殊槽型设计增强排屑能力,应对不锈钢、高温合金等粘性材料的连续加工需求,配合恒压力进给系统,在轴承外圈滚道、液压活塞杆等场景中实现圆度误差≤1μm。模块化法兰接口适配多种主轴规格,覆盖从微型精密轴件到大型轧辊的加工范围,通过基体预应力优化与磨料自锐性技术,延长复杂工况下的工具使用寿命。 南通尚东磨具——双端面磨床砂轮修整,金刚石砂轮修复,延长使用寿命,保正磨削效率与精度!山东氧化铝砂轮
南通尚东磨具——CBN砂轮制造厂家,磨削技术新潮流,品质与效率的完美结合!山东砂轮型号
无心磨床砂轮专为圆柱形工件无中心磨削设计,采用高密度刚玉或CBN磨料结合优化气孔结构,确保连续进给中的切削稳定性。砂轮与导轮配合形成磨削区,通过倾斜角度调节掌控工件旋转与进给速度,适用于轴承滚子、精密轴类等大批量加工场景。基体内部梯度密度设计平衡径向压力,外层粗颗粒加快修正圆度,内层细颗粒提升表面光洁度,单次通过即可完成外圆整形。螺旋气流槽与蜂窝气孔协同散热,应对不锈钢细长轴件加工时的热变形压制需求。弹性复合层缓冲断续切削冲击,处理带键槽或螺纹的异形轴类时减少砂轮边缘破损。适配自动修整系统实时补偿磨损,保证批量生产中工件直径波动≤。模块化结构兼容不同宽度磨削区域,配合恒线速系统,在汽车转向轴、液压阀杆等场景中实现圆度误差1μm以内,为圆柱工件规模化加工提供高稳定性解决方案。 山东砂轮型号
- 四川金属结合剂砂轮购买 2025-04-29
- 湖南杯型砂轮购买 2025-04-01
- 河南周边磨砂轮销售 2025-03-15
- 安徽高速钢砂轮工业 2025-03-15
- 浙江无气孔砂轮库存 2025-03-15
- 浙江砂轮品牌 2025-03-15
- 广东磨齿机砂轮 2025-03-15
- 浙江陶瓷结合剂砂轮使用 2025-03-15
- 河南杯型砂轮修整 2025-03-15
- 四川磨平面砂轮安装 2025-03-15
- 江苏官方授权经销ISEL商家 2025-05-28
- 河南工业激光镭雕机销售公司 2025-05-28
- 杭州双开门电梯销售 2025-05-28
- 河南紧凑型柔性供料系统代理商 2025-05-28
- 徐汇区自制土壤修复服务选择 2025-05-28
- 苏州机械数控加工价位 2025-05-28
- 江苏API干断阀 2025-05-28
- 威海饲料机焊接生产线 2025-05-28
- 山东气缸盖批发 2025-05-28
- 河北节能型技术改造价格信息 2025-05-28