江西高速造粒机操作
从机头挤出的物料条需要通过切粒工艺制成颗粒状产品。常见的切粒工艺有水拉条切粒、风冷模面热切、水环切粒和水下切粒等。水拉条切粒适用于填充在 50% 以下的物料,物料挤出后先通过水槽冷却,再由切刀切成颗粒,这种方式生产的颗粒形状规整,表面光滑,但生产效率相对较低。风冷模面热切是利用旋转刀片将挤出的物料条在空气中切成颗粒,同时利用风冷系统对颗粒进行快速冷却,使颗粒迅速定型,避免粘连,适用于多种塑料物料的造粒,生产效率较高。水环切粒则是在水中将物料条切断,可降低物料与刀具之间的摩擦力,避免物料粘连,适用于处理粘性大的物料。水下切粒是将物料在水下直接切成颗粒,颗粒在水中迅速冷却,表面质量好,生产效率高,但设备成本较高。在实际生产中,需根据物料的特性、产品要求和生产规模等因素,选择合适的切粒工艺。一些造粒机配备了先进的废气处理装置,减少生产过程中的污染物排放。江西高速造粒机操作
切粒后的颗粒需要进行冷却和后处理,以保证产品质量和性能。冷却方式主要有风冷和水冷两种,风冷是利用风机将冷空气吹向颗粒,带走热量,使颗粒迅速降温;水冷则是将颗粒通过水槽或喷淋装置进行冷却。冷却后的颗粒还需进行脱水干燥处理,通常采用离心脱水机去除颗粒表面的水分,再通过滚桶振动筛进一步筛选,去除粘连的颗粒和不合格品。对于一些特殊要求的产品,还可能需要进行二次干燥或表面处理,如在颗粒表面涂覆防潮剂或润滑剂,提高产品的防潮性能和加工性能。经过冷却和后处理的颗粒,其物理性能更加稳定,便于后续的包装和储存。江苏塑料造粒机一般多少钱造粒机的切粒装置用于将挤出的物料条切成均匀的颗粒。

操作单螺杆造粒机时,有诸多注意事项。严禁无关人员与设备操作员交谈,应由单人操作电控面板按钮。要定期检测电线电路绝缘效果,时刻留意机器警示牌内容。配电柜未断电前,非专业人员禁止打开柜门;切粒机完全静止前,切勿调整刀具。处理活动部位及料斗堵塞时,只能用塑料棍,避免用手或铁棍。接触高温部位要防止烫伤,捏合机工作时,严禁工作人员上半身伸入桶内探视或扒料。工作中若停电,应切断各电机电路并清理机内存料,防止物料碳化影响下次生产 。
单螺杆造粒机的塑化挤出工艺是重要步骤。物料由双锥喂料机强制均匀加入主机螺杆,螺杆分为加料段、压缩段和均化段。在加料段,螺杆以稳定的转速将原料向前输送;进入压缩段,螺杆的螺槽深度逐渐变浅,对物料进行压实和熔融,同时机筒外部的加热系统开始发挥作用,通过电加热、水冷却自动控制机筒温度,使物料温度逐步升高,呈现粘流状态;在均化段,物料进一步被均匀塑化,并在一定压力下通过机头挤出。螺杆芯部可通水(油)冷却,以精确控制螺杆温度,确保物料塑化质量。转鼓造粒机利用转鼓的转动,让物料在内部翻滚、团聚,从而完成造粒过程。

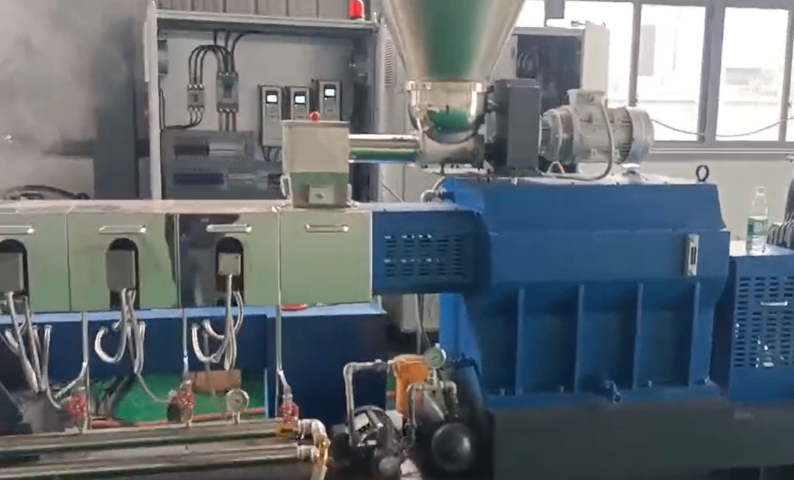
双螺杆造粒机的混炼工艺是其优势所在。两根螺杆在机筒内同步旋转,物料从料斗进入后,在螺杆的啮合和剪切作用下,迅速被输送、混合、熔融和塑化。同向平行双螺杆的啮合结构使物料在机筒内停留时间更短,塑化效率更高,且能更好地实现物料分散和混合。例如,在制作功能母粒时,可将 PP、PA、ABS 等基础树脂与阻燃剂及其他助剂均匀混合,确保助剂在树脂中充分分散,提升母粒功能性。通过调整螺杆的转速、螺距和组合方式,可适应不同物料的混炼需求。电加热方式具有加热速度快、温度控制精确的优点。江苏塑料造粒机一般多少钱
在选择造粒机时,需要考虑物料的性质、生产规模、产品要求、设备成本等因素。江西高速造粒机操作
将准备好的原料投入双螺杆挤出机的进料口中,这一过程需要借助高效稳定的输送装置。常见的输送装置有螺旋式和皮带式,螺旋式输送装置通过螺旋叶片的旋转推动物料前进,输送量可通过调整螺旋叶片的转速来控制;皮带式输送装置则利用皮带的摩擦力带动物料,其输送速度较为稳定。在加料过程中,要保证物料均匀地进入挤出机的进料螺杆,避免出现物料堆积或断料的情况。对于粉状物料,因其流动性较差,可能需要对料斗进行适当改造或添加助流装置,如安装振动电机,通过振动使物料顺利进入螺杆。同时,根据物料性质和工艺要求,精确设置喂料速度,如在制作食品颗粒时,喂料速度需根据颗粒的大小和成型要求进行调整,确保物料的稳定供应,为后续的熔融和塑化提供保障。江西高速造粒机操作
- 浙江塑料单螺杆造粒生产线一般多少钱 2025-06-01
- 河北塑料色母造粒生产线多少钱 2025-05-31
- 浙江单螺杆造粒机应用范围 2025-05-31
- 湖北炭黑双阶造粒生产线生产企业 2025-05-31
- 重庆PET色母造粒生产线咨询报价 2025-05-31
- 河南双阶造粒生产线调试 2025-05-31
- 上海密炼机密炼机哪个好 2025-05-31
- 重庆单螺杆造粒机性价比 2025-05-31
- 浙江高填充造粒机设备制造 2025-05-31
- 河北塑料色母造粒生产线一般多少钱 2025-05-31
- 浙江高浓水基真空清洗机设备厂家 2025-06-01
- 湖北定点降温空调工厂直销 2025-06-01
- 福州箱式侧开门玻璃实验坩埚熔炉规格尺寸 2025-06-01
- 盐城比较好的弯管市场报价 2025-06-01
- 青浦区C208HDUL真空泵轴承 2025-06-01
- 江西扁线绕组永磁电机风机水泵适用 2025-06-01
- 河南伺服电动缸价钱 2025-06-01
- 贵州会议管理系统用户体验 2025-06-01
- 长宁区定制智能语音助手 2025-06-01
- C1912X205Y14分子泵巴顿轴承公司 2025-06-01