重型智能自动化包装机工厂直销
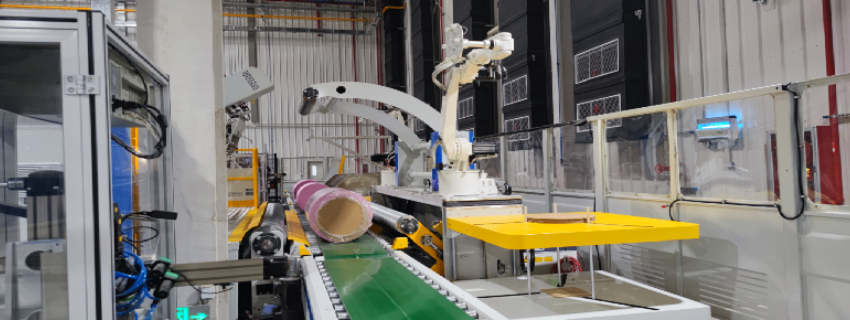
工艺流程与**原理:工艺步骤:纸皮吸取定位:通过真空吸盘或机械臂,将预裁切的两端纸皮精细吸附至布料边缘。纸皮与布料贴合:利用气压或机械压力将纸皮与布料固定,形成“纸皮-布料-纸皮”的三明治结构。缠绕式打包:采用打包膜(如PE膜、PP膜)沿产品纵向或横向进行螺旋缠绕,增强整体稳定性。传送带转移:打包完成后,产品通过传送带进入下一环节(如装箱、码垛)。技术关键点:纸皮材质选择:需兼顾刚性与柔韧性(如300g/m2灰板纸),避免折断或变形。吸取定位精度:吸盘压力需动态调节(通常0.4-0.6MPa),防止纸皮移位或破损。缠绕膜张力控制:张力过大会导致布料变形,过小则无法固定纸皮(建议张力范围5-15N)。单机头立式缠绕包装机应用场景与优势。重型智能自动化包装机工厂直销
智能自动化包装机
按钮式控制气胀轴充、放气系统操作逻辑与安全设计,1.按钮功能分配充气按钮:通常为绿色自锁按钮,按下后保持充气状态,松开后停止(或通过压力传感器自动停止)。安全设计:超压保护(如压力超过0.7MPa时电磁阀自动泄压)。放气按钮:红色瞬动按钮,按下后立即排气,松开后停止(部分设计为持续放气直至压力归零)。安全设计:防误触设计(如需长按2秒生效)。2.电气控制逻辑典型电路:充气按钮→PLC/继电器→电磁阀线圈(充气端)放气按钮→PLC/继电器→电磁阀线圈(放气端)压力传感器→PLC→充气/放气信号切换互锁机制:充气与放气按钮不可同时触发,避免气路***。漳州智能自动化包装机特点单机头立式缠绕包装机工作原理框架。
寻边检测传感器在自动检测控制包装幅宽中的应用,工作原理与优势光电/激光检测:寻边检测传感器基于光电或激光原理,通过发射器发出光束,接收器检测光束被物体遮挡的位置,从而确定物体的边缘位置。这种非接触式测量方式避免了因接触而造成的损伤或污染,同时提高了检测的精度和速度。实时性与准确性:传感器能够实时监测包装材料的边缘位置,并将数据传输给控制系统。控制系统根据预设的幅宽参数,自动调整包装设备的运行状态,如送料速度、切割位置等,以确保包装幅宽的准确性。
瞬时加热方式对缠绕膜质量的影响取决于温度控制精度、加热时间、设备匹配性等因素。若操作得当,可提升包装效率并减少拉丝等缺陷;若控制不当,则可能导致膜材性能下降或包装失效。优化瞬时加热方式的建议,采用智能温控系统使用PID控制或红外测温技术,实时监测加热区域温度,确保温度波动在±5℃以内。优化加热元件设计采用陶瓷加热片或高频感应加热,提高加热均匀性,减少热应力对膜材的影响。加强设备维护定期清洁加热元件,避免积尘导致局部过热;检查传感器精度,确保温度反馈准确。膜材预处理对易受热影响的膜材(如含添加剂的PVC膜),可调整配方或增加预热步骤,提升其耐热性。PLC集成控制系统的主要优势。
随着工业4.0和智能制造的发展,全自动卧式包装机正朝着智能化、柔性化、绿色化的方向发展。未来,设备将更加注重人机交互、数据采集与分析、远程监控与维护等功能,以满足企业对高效、节能、环保的生产需求。应用领域食品行业包装糖果、饼干、坚果、咖啡、茶叶、调味品、冷冻食品等。医药行业包装药片、胶囊、颗粒剂、粉末、中药饮片等。日化行业包装洗发水、沐浴露、洗衣粉、牙膏、化妆品等。五金行业包装螺丝、螺母、垫片、小零件等。其他行业如农药、饲料、种子、化工原料等。布卷端面定位与中心起包技术常见问题与解决方案。扬州智能自动化包装机一般多少钱
PLC集成控制系统与触摸屏技术的结合。重型智能自动化包装机工厂直销
全自动立式薄膜包装机PLC集成控制系统与触摸屏技术,PLC与触摸屏的协同工作机制:数据交互流程触摸屏通过ModbusTCP/IP或Profinet协议与PLC通信,传输速率达100Mbps,确保参数实时同步。数据刷新周期:关键参数(如速度、温度)每100ms更新一次,非关键参数每500ms更新一次。典型应用场景参数调整:操作员在触摸屏输入目标袋长(如150mm),PLC立即计算送膜电机脉冲数并下发指令。状态监控:PLC将电机电流、温度传感器数据实时上传至触摸屏,生成动态曲线图。重型智能自动化包装机工厂直销
- 盐城智能自动化包装机结构 2025-06-17
- 南通整套高速分切机功能 2025-06-17
- 厦门哪里有高速分切机编号 2025-06-17
- 金华通用高速分切机哪个好 2025-06-17
- 宿迁半自动涂布机按需定制 2025-06-17
- 南通工业高速分切机大概多少钱 2025-06-17
- 泉州工程涂布机哪家好 2025-06-16
- 宿迁综合涂布机性能 2025-06-16
- 扬州智能自动化包装机一般多少钱 2025-06-16
- 厦门什么自动化集成设备型号 2025-06-16
- 静安区整套物联网应用服务 2025-06-17
- 南昌箱式微晶玻璃实验炉图片 2025-06-17
- 泰州厂房车间岗位降温冷气机设计 2025-06-17
- 滨湖区国内挖机散热器生产厂家 2025-06-17
- 无锡管链输送系统设计 2025-06-17
- 福建医院配送机器人欢迎选购 2025-06-17
- 小型人工智能基础软件开发是什么 2025-06-17
- 江西聚四氟乙烯特氟龙喷涂什么价格 2025-06-17
- 广西外丝弯头活结哪里好 2025-06-17
- 四川果蔬气调保鲜冷库 2025-06-17