成都零配件软件排名
制造运营管理系统软件(MOM,即ManufacturingOperationManagement)这一概念,开始源自美国仪器、系统和自动化协会(ISA,Instrumentation,System,andAutomationSociety)于2000年起推行的ISA-95标准。该标准为更广意义上的制造运营管理明确了范畴,将其设定为行业通用的研究对象与主要内容,并创建通用活动模型,深度应用于生产运作、设备维护、质量把控、库存管理四大关键运营领域。与此同时,ISA-95标准对各类运营系统的功能模块及其相互关联,进行了清晰且详尽的定义。MOM制造运营管理系统拥有优良的数据整合能力,能够汇聚控制、自动化以及SCADA系统产生的庞大数据流,并将这些数据转化为可指导生产运营的实用信息。通过融合自动化采集的数据,以及从员工操作和其他业务流程中获取的信息,MOM系统实现了对企业各生产工厂,乃至整个供应链的多方位、实时化监控,为企业运营决策提供坚实的数据支撑。MES(MOM)系统优化生产调度,确保订单按时交付。成都零配件软件排名
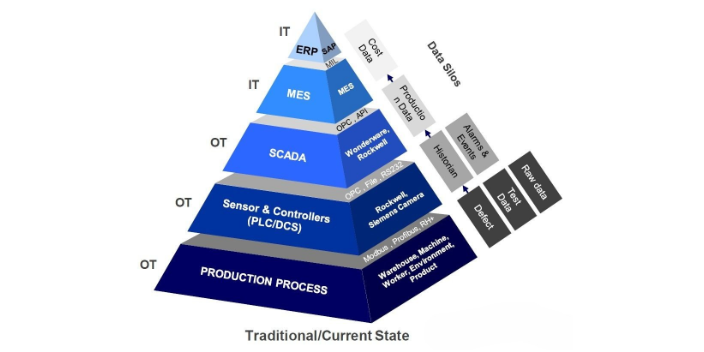
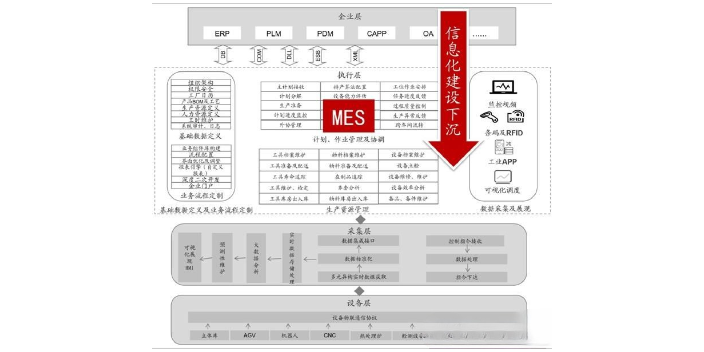
数字化工厂依托数字化软件与自动化系统,多方位覆盖产品研发、工艺流程设计、生产制造、质量管控及内部物流等产品制造全价值链环节,具备实时数据采集与深度分析能力。其中,MES(制造执行系统)与MOM(制造运营管理系统)软件是数字化工厂建设的关键支撑,二者不可或缺。MES/MOM系统作为连接上层计划管理系统与底层工业控制系统的桥梁,专注于车间层级的生产管理。其主要职能在于保障车间生产任务高效执行,为操作人员与管理人员实时提供生产计划进度、执行状态,以及人员、设备、物料、客户需求等各类资源的动态信息。通过打破信息壁垒,MES/MOM系统有效弥合了生产计划与底层控制之间的断层,畅通了企业计划制定、任务执行、过程控制三个层级的信息交互渠道,为企业实现数字化、智能化转型奠定坚实基础。成都生产管理软件公司MES(MOM)软件是生产管理利器,实时监控数据,优化工艺,为企业品质与效率保驾护航。
中小企业需量化评估轻量化MES的投资回报。典型收益包括:生产效率提升(如减少纸质单据处理时间);质量损失降低(如追溯速度加快);管理成本节约(如统计员工作量减少)。某包装企业测算发现,MES上线后每年节约人工成本18万元,而系统总投入25万元,15个月即回本。ROI分析应聚焦可衡量的指标,避免模糊的“管理提升”表述。此外,隐性收益(如客户审计通过率提高)也需纳入考量。建议企业在选型前要求供应商提供同行业ROI案例,并设定6-12个月的验证周期。
随着MES系统与“智改数转”战略的深度融合,未来制造业将迎来全新的发展格局。MES系统作为生产现场的主要管理系统,将与人工智能、物联网、大数据等新兴技术紧密结合,推动制造业向智能化、网络化、服务化方向发展。例如,通过将人工智能算法嵌入MES系统,企业可以实现生产过程的自主优化,根据实时数据动态调整生产参数,提高生产效率和产品质量。同时,MES系统与物联网技术的结合,将使得企业能够实现设备的全生命周期管理,从设备采购、安装、运行到维护,实现全程数字化管理,降低设备运营成本。此外,MES系统还将与供应链、客户关系管理等系统深度集成,实现从订单到交付的全流程数字化,提升企业的市场响应速度和客户满意度。对于制造业企业而言,MES系统与“智改数转”的融合不只意味着生产效率的提升,更意味着商业模式的创新。未来,企业将不再只是产品的生产者,还将通过数据驱动的增值服务,开辟新的利润增长点,实现从制造向“制造+服务”的转型升级。MOM(MES)软件驱动生产自动化,减少人工干预,提高生产精确度。
在MES系统的实施过程中,企业诊断服务发挥着至关重要的作用。MES系统的成功应用不仅依赖于先进的技术,还需要对企业现有的生产流程、管理模式进行多方面的诊断和优化。企业诊断服务通过对企业的生产现状、设备状况、信息化水平等进行多方面评估,能够为MES系统的实施提供科学的依据。例如,诊断服务可以帮助企业识别生产流程中的瓶颈问题,确定MES系统的重点应用场景;同时,诊断服务还可以评估企业的信息化基础,提出MES系统与其他信息系统集成的方案,确保数据的无缝流动。此外,企业诊断服务还可以在MES系统实施后,通过持续的数据分析和效果评估,帮助企业不断优化系统应用,确保MES系统能够真正发挥其价值。对于中小企业而言,由于资源和经验的限制,MES系统的实施可能面临更大的挑战。此时,企业诊断服务不仅可以为其提供专业的指导,还可以通过模块化、分阶段的实施策略,帮助企业降低实施风险,逐步实现生产管理的数字化和智能化。MOM(MES)软件保障生产过程合规,符合行业标准和法规要求。重庆弹簧软件供应商
MES(MOM)软件助力企业快速响应市场变化,保持竞争力。成都零配件软件排名
MES(制造执行系统)致力于为制造企业解决生产环节的主要难题,助力企业达成提升设备效能、缩短交付周期、强化质量管控与追溯能力等关键目标。在实际应用中,MES涵盖生产运营优化、产品质量把控、生产流程实时监控、动态生产调度等主要功能模块,多方位覆盖生产现场“人、机、料、法、环、测”六大要素,与质量管理理论高度契合。从行业标准来看,无论是MESA、ISA-95还是VDI5600,对MES功能架构的界定虽存在细微差异,但整体框架逻辑相通。作为生产过程管理的中枢系统,MES架起了上层管理系统与下层执行系统之间的桥梁。在数字化转型加速、数据价值愈发凸显的当下,MES凭借强大的数据整合与处理能力,成为驱动企业高效运营的关键引擎。成都零配件软件排名
- 重庆钣金软件商哪家不错 2025-06-21
- 生产运营管理软件商服务商 2025-06-21
- 重庆农机软件商开发 2025-06-21
- 四川软件商主要厂商 2025-06-20
- 重庆机加组装软件商排名 2025-06-20
- 无锡MES(MOM)软件商 2025-06-20
- 重庆MES软件商有哪些公司 2025-06-20
- 江苏软件商 2025-06-20
- 无锡IOT软件商哪家不错 2025-06-20
- 重庆管理软件商开发 2025-06-20
- 佛山监控设备市场价格 2025-06-21
- 山东设备管理系统公司 2025-06-21
- 徐州购买共享无线充直销价格 2025-06-21
- 湖北云飞云科技图形工作站管理模式 2025-06-21
- 天津工业胶片扫描仪报价 2025-06-21
- 常州提供安防监控质量商家 2025-06-21
- 山西IOK服务器机箱 2025-06-21
- 黔南州怎样抖音代运营 2025-06-21
- 佛山什么复印机租赁参考价格 2025-06-21
- 平谷区不锈钢服务器机箱批发厂家 2025-06-21