重庆市机械零部件铁型覆砂按需定制
铁型覆砂造型机的生产效率受多种因素影响,包括设备设计、自动化程度、生产环境、原材料质量以及操作人员的技能水平等。尽管无法直接给出具体的生产效率数值(如每小时生产多少铸件),但可以从以下几个方面来评估其生产效率:自动化程度:现代化的铁型覆砂造型机通常具备较高的自动化水平,能够自动完成覆砂、压实、加热、排气等一系列工序,**减少了人工干预,提高了生产效率。生产能力:铁型覆砂造型机的生产能力与其设计参数和配置密切相关。例如,一些先进的生产线可能包含多台造型机,能够同步或交替作业,从而显著提高整体生产能力。生产环境:良好的生产环境,如适宜的温度、湿度和粉尘控制,有助于保证造型机的正常运行和覆膜砂的固化效果,进而提高生产效率。原材料质量:优质的覆膜砂原材料能够确保砂型的稳定性和精度,减少废品率和返工率,从而提升生产效率。操作人员技能:熟练的操作人员能够准确、快速地操作造型机,并及时处理生产中遇到的问题,有助于保持生产线的连续性和稳定性。通过改进砂层结构,可以进一步提高铸件的耐磨性和耐腐蚀性。重庆市机械零部件铁型覆砂按需定制

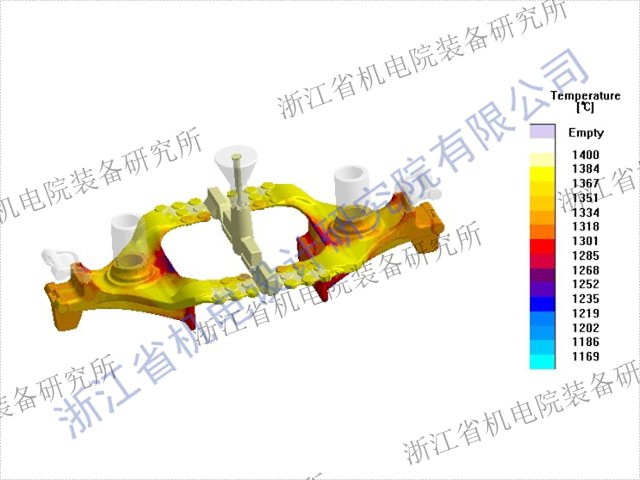
解决了铁型覆砂铸造用于批量生产的一系列问题,主要是:①设计和定型了覆砂造型机,解决了长期以来由射芯机改装代用的问题;②)定型规范了标准的铁型覆砂铸造生产线,使原来比较简单的铁型覆砂铸造生产线得到了改进,在上海球铁厂等企业应用;③铁型覆砂铸造应用扩大到铸造工艺难度较大的一些铸件,例如六缸曲轴和三缸曲轴等;④将覆膜砂引入铁型覆砂铸造生产中,**提高了覆砂造型质量;⑤铁型覆砂铸造工艺设计进,步规范,设计水平也**提高,并开发了铁型覆砂铸造过程的计算机模拟软件和引入了铁型覆砂铸造工艺的计算机辅助设计软件。山西省机械零部件铁型覆砂铸造工艺铁模覆砂工艺在航空航天领域具有重要应用,能够生产高性能的复杂铸件。
水平分型射芯机的工作原理主要基于压缩空气和机械装置的综合运用。具体而言,其工作原理如下:压缩空气射砂:首先,利用压缩空气将型砂均匀地射入砂箱中。这一步骤通过精确的控制系统和稳定的压缩空气源实现,确保型砂的均匀分布和足够的填充量。预紧实:在型砂射入砂箱后,立即进行预紧实操作。通过机械装置对砂箱进行加压,使型砂初步紧实,为后续的压实操作打下基础。压实与固化:随后,进一步施加压力进行压实,确保砂芯的密度和强度达到要求。同时,利用加热板对砂芯进行加热,使其快速固化。固化后的砂芯具有表面光滑、尺寸精确的特点。分型与取芯:在砂芯固化后,通过水平分型机构将砂箱分为上下两部分,便于取出砂芯。取芯过程通常自动化进行,减少了人工操作,提高了生产效率。
1、垂直分型射芯机:其射砂斗结构设计特别,可以在水平方向、上下方向移动,便于与模具射孔位置相匹配。此外,垂直射芯机还比较容易维修,特别适合中小铸造企业使用。2、水平分型射芯机:则通过利用压缩空气将型砂均匀地射入砂箱预紧实,然后再施加压力进行压实。这种方式能够确保砂芯的密度和尺寸精度,从而提高铸件的质量。同时,水平射芯机在操作过程中还可以通过调整射头速度和液压缓冲器等方式来优化生产效率和提升砂芯质量。射砂系统的稳定性和精确性直接影响到砂层的均匀性和紧密度。

在铁模覆砂生产线中,实现自动化和智能化控制是提高生产效率、保证产品质量、降低人力成本的重要途径。以下是一些关键步骤和技术手段,用于实现铁模覆砂生产线的自动化和智能化控制:自动化控制PLC控制系统:引入可编程逻辑控制器(PLC):PLC作为生产线自动化的中心,负责接收传感器信号、执行控制逻辑、驱动执行机构等。通过编写PLC程序,可以实现对生产线各个环节的精确控制。模块化设计:将生产线分解为多个模块(如合模模块、射砂模块、冷却模块、脱模模块等),每个模块由PLC的一个或多个程序块控制。通过调用这些程序块,可以灵活地组织生产流程。砂料的循环利用和再生处理,是铁模覆砂工艺实现绿色生产的重要途径。湖北一体化铁模覆砂铸造工艺
数据驱动的决策分析,使铁模覆砂工艺更加科学化和智能化。重庆市机械零部件铁型覆砂按需定制
如果铸件的高(深)度大,在下部要设“气塞”,防止起模时下部产生真空区不能进气,吸伤铸型。 在加热铁模及砂型时,要控制其加热温度及整体温度的均匀性。在设计分型面时,尽可能的使上下型(砂箱)高度均匀,减少充砂路程,便于使覆膜砂充实铸型。射砂和排气:即在往砂箱和铁模型之间,形成的型腔中射充砂的同时,要使型腔中的气体顺利排出,否则将会产生覆砂不实或覆砂层不完整的现象。如:砂箱与铁模底版的接触面,砂箱上要开设排气道,排气道开设的大小,以只能充分排气而不能跑砂为准则(一般是用手锯开槽即可)。砂箱设计:砂箱壁厚激冷效果好,但铸件易硬度高,砂箱壁薄急冷效果差。铁模型及砂箱的壁厚一般在12~25㎜。铁砂=1:6~7(即铸件重量与其所消耗覆膜砂重量之比)。重庆市机械零部件铁型覆砂按需定制
- 青海工程铁模覆砂装备研究所 2025-03-06
- 贵州省制造铁型覆砂机 2025-03-06
- 青海省非标定制铁型覆砂铸造的工艺特点 2025-03-06
- 使用水泵检测多少钱 2025-03-06
- 福建国内铁模覆砂流水线 2025-03-06
- 重庆市大型阀门测试怎么收费 2024-10-31
- 北京市流量流量转速测量仪联系方式 2024-10-31
- 天津市工业阀门测试多少钱 2024-10-31
- 吉林省一体化阀门测试设备厂家 2024-10-31
- 辽宁省工业电机测试装备研究所 2024-10-31
- 宁波金属冷挤压钢丝缠绕大吨位油压机 2025-06-24
- 智能专业生产三相电机用途 2025-06-24
- 青岛油底壳铸铁件定制 2025-06-24
- 黑龙江硬杂木木材破碎机器 2025-06-24
- 绍兴离心空调风机供应商 2025-06-24
- 山东国内石膏煅烧脱硫设备维保 2025-06-24
- 重庆工业高温热泵转轮除湿机组方案设计 2025-06-24
- 韶关光学大口径一键测量机 2025-06-24
- 安徽稀释釜搅拌器售后服务 2025-06-24
- 南京实用日用品模具生产厂家 2025-06-24