不锈钢304扭转弹簧订购
精密弹簧接触在我们身边的产品也越来越频繁的出现,那么精密弹簧的主要作用是什么呢?1、控制机械的运动,如内燃机中的阀门弹簧、离合器中的控制精密弹簧等。2、吸收振动和冲击能量,如汽车、火车车厢下的缓冲精密弹簧、联轴器中的吸振精密弹簧等。3、储存及输出能量作为动力,如钟表精密弹簧等。4、用作测力元件,如测力器、精密弹簧秤中的精密弹簧等。精密弹簧的载荷与变形之比称为弹簧刚度,刚度越大,则精密弹簧越硬。精密弹簧是机械和电子行业中使用的一种弹性元件,精密弹簧在受载时能产生较大的弹性变形,把机械功或动能转化为变形能,而卸载后弹簧的变形消失并回复原状,将变形能转化为机械功或动能。东莞弹簧定制厂家,您定我制20年多年的弹簧定制生产经验。不锈钢304扭转弹簧订购

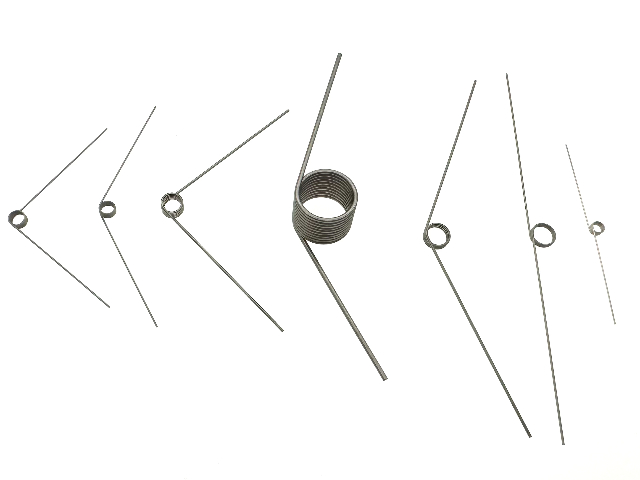
扭转弹簧乃变体弹簧之极至,由单扭簧至双扭簧异形扭簧,乃至各种扭干之变形,得依设计成型。在一个支撑的心轴或者柄轴上使用。心轴的尺寸在列出的偏差可以允许有约10%的间隙。如果偏差较大,则柄轴的尺寸要减小。为了使扭簧功能处于良好状态,组合件里的空间(小轴向空间)必须充足。小轴向空间不能参照线圈的长度。扭簧应在沿着缠绕线圈的方向上使用。因为残余应力,所以在松开的方向上,较大的负荷较低。列出的扭矩值是扭簧推荐的较大的扭矩。这些数值在静态条件下只需稍微调试就能够增加约20%广东不锈钢301扭簧研发弹簧的腐蚀按其反应的类型可分为化学腐蚀及电化学腐蚀。

扭转弹簧构型是一种设计扭转弹簧时常用的构型之一。它的目的是通过黄圈紧密接触,促进旋转并使其产生角度回弹力。力臂构型有多种选择,可以以不同的方式固定弹簧。对于扭转弹簧而言,需要考虑的力臂规格包括力臂角度、等力臂长度和力臂收口类型。弹簧在同侧呈直线或平行,力臂角度被视为0度。角度沿着非旋绕方向而增大。力臂收口类型包括直扭、直线偏移式、铰链式、短拉钩收口或拉钩收口。为满足应用要求,可以弯曲、扭曲扭转弹簧的收口,或者将其收口制成拉钩或拉环。 扭转弹簧构型具有以下特点: 1. 紧密接触:扭转弹簧的构型设计中,黄圈与其他部件的接触面积较大,能够更好地传递旋转力和回弹力。 2. 角度回弹力:通过设计合适的力臂角度,扭转弹簧能够在受力后回弹并保持一定的角度。 3. 多种固定方式:力臂构型的多样性使得扭转弹簧可以通过不同方式进行固定,适应不同的应用需求。 4. 考虑力臂规格:在设计扭转弹簧时,需要综合考虑力臂角度、等力臂长度和力臂收口类型,以满足应用的要求。
设计扭转弹簧时使其簧圈紧密接触,目的就是促进旋转并使其产生角度回弹力.礼毕结构有很多种选择,这样可以以多种不同的方式固定弹簧,对于扭转弹簧而言,需要考虑的力臂规格包括力臂角度,力臂长度和力臂收口类型.弹簧在同侧呈直线或平行时,力臂角度视为0度,角度沿着非旋转方向而增大,力臂收口类型包括直扭,直线偏移式,铰链式,短拉钩收口和拉钩收口.为满足应用要求,可以弯曲,扭曲扭转弹簧的收口,或者将其收口制成拉钩或拉环.双扭弹簧由一组右手旋转簧圈和一组左手旋转簧圈组成,这些簧圈通常以绕线之间的未密身的部分相连,并且这些簧圈平行旋转,需单独设计该部分,其扭矩总值为两端黄圈之和。玖胜压缩弹簧生产厂家已经通过IS9001质量体系认证,提供各种检测报告:材质证明,SGS报告,膜厚测试等!
弹簧是目前各行各业都在使用的一种机械零件,它的应用范围极为广,例如,汽车、机械、航空,日常小孩子用到的学习用具圆珠笔等等,是现在社会上不可缺少的一种零件,但是,我们知道,弹簧的力度有的时候会变的很弱,使用效果不是很好,那么,影响弹簧的使用的因素主要有哪些呢?1.首先,影响弹簧力度的主要的因素就是它的材料,材料的区屈服程度越高,那么,相对来说,弹簧的疲劳强度就越高,所以,保证弹簧疲劳强度应该先从弹簧的材料上进行研究。2.弹簧表面的质量对于弹簧的疲劳强度的影响比较大,弹簧材料在生产制造过程中造成的裂纹、伤痕往往是导致弹簧因疲劳而产生断裂现象的根本的原因。3.其次就是弹簧的生产尺寸,材料的尺寸越大,造成缺陷的可能性就越高,所以,相关弹簧生产厂家注意,在计算弹簧的疲劳强度的时候,一定要注意考虑弹簧生产尺寸的问题。4.弹簧的使用和储存环境影响,腐蚀介质对于弹簧疲劳的影响是极为重大的,弹簧在腐蚀介质中使用工作的时候,由于表面产生的点蚀或者是表面晶界被腐蚀,而成为致使弹簧疲劳的源头;同时弹簧生产厂家在生产的时候,还要注意弹簧在不同的环境下工作,对于弹簧造成的各种影响.玖胜拉伸弹簧拥有大量规格的现货,如有需要可进行选购或者联系客服!东莞不锈钢301扭簧工厂
弹簧的断裂多跟弹簧的材料有关,我们一般建议用质量好的材料。例如:碳素钢,不锈钢,琴钢等等。不锈钢304扭转弹簧订购
弹簧脆裂的原因及预防措施:1、形状效应,主要是设计因素造成,如圆角R过小、孔穴位置设置不当,截面过渡不好。2、过热(过烧),主要是由控温不准或跑温、工艺设置温度过高、炉温不均等因素造成,预防措施包括检修、校对控温系统,修正工艺温度,在工件与炉底板间加垫铁等。3、脱碳,主要由过热(或过烧)、空气炉无保护加热、机加余量小,锻造或预备热处理残留脱碳层等因素造成,预防措施为可控气氛加热,盐浴加热,真空炉、箱式炉采用装箱保护或使用防氧化涂料;机加工余量加大2~3mm。4、冷却不当,主要是冷却剂选择不当或过冷造成,应当掌握淬火介质冷却特性或回火处理。5、原材料组织不良,如碳化物偏析严重,锻造质量差,预备热处理方法不当等,预防措施是采用正确的锻造工艺和合理的预备热处理制度。不锈钢304扭转弹簧订购
- 琴钢线电池弹簧批发价多少 2025-04-06
- 广东不锈钢301压力弹簧有哪些公司 2025-04-06
- 东莞耐疲劳压簧压力值 2025-04-06
- 东莞环保型线成型弹簧参数 2025-04-06
- 电池弹簧压力值 2025-04-06
- 广东琴钢线电池弹簧加工订做 2025-04-06
- 电池弹簧研发 2025-04-05
- 线成型弹簧怎么卖 2025-04-05
- 耐热型电池弹簧订购 2025-04-05
- 琴钢线电池弹簧批发价 2025-04-05
- 宁波旋转油封密封圈 2025-05-29
- 厦门涂料胶管TOYOX东洋克斯胶管咨询 2025-05-29
- 湖北包埋镶嵌树脂怎么选择 2025-05-29
- 更换门把手欢迎来电 2025-05-29
- 吸顶感应灯原厂 2025-05-29
- 斯特封密封圈 2025-05-29
- 江苏塑料盒如何选择 2025-05-29
- 防尘密封圈厂家 2025-05-29
- 可追溯哈克铆钉BTT25-DT 2025-05-29
- 洛阳替代进口波形弹簧联系方式 2025-05-29