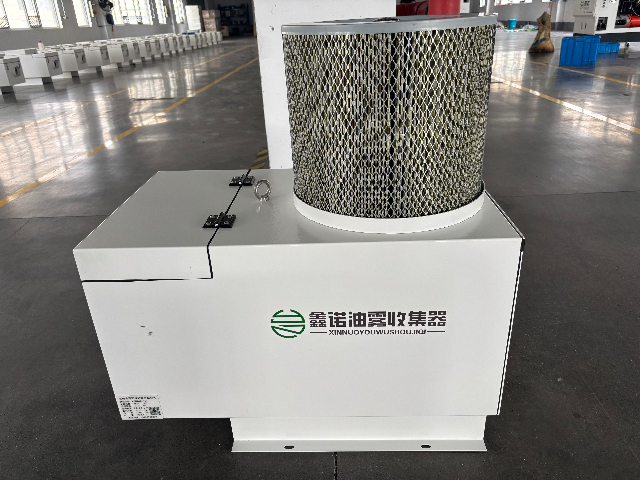
山东铣床油雾净化器供应商
油雾收集器不运行的原因准时清理油雾收集器是保证机械设备启动的前提,由于油雾净化其在工作中会黏附许多焊烟在静电场中,一旦焊烟量做到足量,净化器设备内部构造静电场就不可以正常运转中,致使净化处理实际效果大幅度降低。因此,油雾收集器启动不了的一个原因恐怕就是机器设备内部构造积累的油渍太多,没有达到净化处理实际效果。也有可能是引燃静电场,开关电源电路烧毁,这种情况下尽量再次换电源才可以启动。假若油雾收集器企业文化氛围中含有用火,所以当他在工作中就很可能把这种气体吸附进去,促进静电场里面的油份被汽体用火引燃,所导致的引燃和发生,收集器估计就不能正常工作了油雾净化新选择,鑫诺设备高效节能更环保!山东铣床油雾净化器供应商
油雾收集器净化作用和安装方法的关系据统计,油雾收集器的净化作用和它排风量大小有重要的联系,在排风量相对较低的情况下,油雾收集器对空气净化功率也是很低的,很有可能无法达到预期的功效;那如果排风量太高得话,也会导致能源浪费。因此想要提高油雾收集器的净化处理功率,重要还在于要平稳排风量的流速,这就需要用户根据实践条件及规定合理设备油雾收集器。油雾收集器设置方式涵盖了卧式设备、倒立式设备及其立式设备。油雾收集器的卧式设备本身就是顶端塑料软管对接,在机械设备的顶部设立一个端口,将油雾收集器设备于顶端。然后,经过塑料软管将数控车床端口与油雾收集器进气口衔接起来,这样有利于获得所需要的排风量。广东机械式油雾净化器公司3、油雾状物在空气中布满,长期会导致机床电路系统、控制系统故障,添加修补本钱;
因为预处理后油雾浓度值明显降低,只需运用静电油雾收集器的高压静电段,就能在油雾的影响下应用油雾中的颗粒油雾。度的高压静电场。油气,物质以及被电离,溶解,吸咐和碳化,并实现更高油雾清理效率。静电油雾收集器根据以上几个工作阶段做到较好的油雾处理效果,达到不同场景的净化处理要求,给人们营造良好的工作环境,保护机器设备。静电油雾收集器对油雾的三大不一样处理阶段自动焊接设备中构建一体化焊烟净化器系统的缘由通常是帮助电焊焊接和粉尘和有害气体操纵路经,并且大多数加工厂都将拥有自己空气净化装置。推送是其中之一。
油雾收集器-工业市场的主流产品为何油雾收集器的应用已经成为工业市场上的主流产品?谈起油雾收集器,绝大多数的用户都清楚它的重要意义,用以工业制造中,能够建立安全可靠洁净的工作氛围,并且也达到标准标准的环保等级,从目前的情况来说,针对收集器这类净化设备,接踵而来规定会增长更快更猛。对于许多提前准备购买油雾收集器工厂与企业来讲,还应当并对技术特点有充足的了解,、现在大部分的收集器全是产品智能化,运作工作与故障报修会自动分辨;第二:它可以高效精确扑捉到悬浮在空气中不一样形态油雾粒子,工作效率极高,效果也非常理想,第三:外形设计更加便利,无论是维护或是清理安装,都极为简单方便;第四:前沿的控制系统及其设计方案细致的安全系统,保障使用过程中的安全性高质量净化率。但根据大多数企业客户要求,现如今很多厂家的油雾收集器外形设计更加灵活,可以根据环境中的不一样,对净化处理数量和净化处理规定,做理想的调整,来确保机器设备发挥比较好的作用和做到高效率。低风阻设计,鑫诺净化器保持高流量,能耗更低。

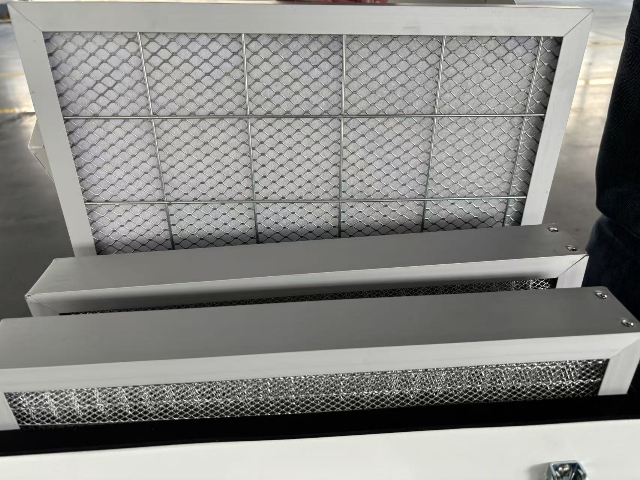
机械式油雾收集器和静电式油雾收集器对比目前市面上出现了许多系列的油雾收集器,如机械式,静电式,离心,超音波油雾收集器等,不同类型的油雾收集器都有它自身的特性,那样机械式油雾收集器和静电式油雾收集器对比有什么区别?区别:机械式油雾收集器对车间条件要求较低,不论是湿润或是干燥条件,也不会干扰它的运作;而静电油雾收集器则可以在比较冷的厂房内才能够应用,针对有很大雾气的车间,非常容易短路,导致不能正常运行,因而,机械式油雾收集器比静电式应用范围广泛。次之,机械式油雾收集器具备阻力小,过滤材料无需拆换等特点,大幅度降低维修费。而静电式原理要用髙压来带来巨大的磁场力,也就是利用了高科技技术手段,较为精密,如果损坏,维修原材料比机械式的更细致很多,因而机械式的维修费用比静电式更低。多重安全保护,鑫诺设备过载、短路自动断电。浙江油雾净化器收集的油
高效油雾收集,鑫诺净化器让生产环境更健康!山东铣床油雾净化器供应商
油雾收集器用在哪里?油雾收集器是一种安装于CNC加工中心,放电加工机、压铸5261机、CNC车床等各类机床上,对机加工中产生的油雾,1653水雾,粉尘等污染物进行收集净化的环保设备。使用优点:1,减少对员工的影响:0.3~3.5UM的油雾颗粒会留在人体内,对健康构成危害。2,减少工伤事故:油雾沉积使工作区、地板、走道变滑,易造成摔跤事故。3,减少火险隐患:油液沉积在墙面、天花板上、设备上形成潜在的火险隐患。4,减少冷却液的消耗:回收后的油雾可以重复使用为工厂减少冷却液的经济支出。5,对机床的影响:可能成为机床内部和电气系统故障的原因。6,减少火险隐患:油液沉积在墙面、天花板上、设备上形成潜在的火险隐患。7,减少冷却液的消耗:回收后的油雾可以重复使用为工厂减少冷却液的经济支出山东铣床油雾净化器供应商
- 连云港静电式机床油雾净化器价格 2025-08-01
- 陕西磨床油雾净化器供应商 2025-08-01
- 苏州机床油雾净化器 2025-07-31
- 衢州静电式机床油雾净化器咨询热线 2025-07-31
- 广东机床油雾净化器厂家 2025-07-31
- 山西工业油雾净化器咨询热线 2025-07-31
- 舟山离心式油雾净化器供应商 2025-07-31
- 广东机械式油雾净化器厂家 2025-07-31
- 舟山静电式机床油雾净化器咨询热线 2025-07-31
- 宁波磨床油雾净化器咨询热线 2025-07-31
- 商用约克螺杆机主控板 2025-08-01
- 江西自动化烘干房大概多少钱 2025-08-01
- 贵阳自冷式三相异步电机 2025-08-01
- 徐汇区直销非开挖管道修复工厂直销 2025-08-01
- 绍兴翘曲度玻璃面型检测电话 2025-08-01
- 微型自动化控制系统型号 2025-08-01
- 奉贤区常规离心机供应商 2025-08-01
- 江苏专业ETFE喷涂需要多少钱 2025-08-01
- 长宁区常见软化膜厂家现货 2025-08-01
- 山东勾筋全自动弯箍机方案定制 2025-08-01