-
 烟台通用设备全生命周期管理
烟台通用设备全生命周期管理现代设备管理系统已从应用发展为工业互联网平台的重要组成部分。系统通过OPC UA、MQTT等标准协议与各类工业设备互联,构建了设备数字孪生体。这些实时数据通过边缘计算节点处理后上传至云端,与企业ERP、MES等系统深度集成,形成了完整的工业大数据生态。某汽车零...
2025-07-02 -
 云南企业设备全生命周期管理服务
云南企业设备全生命周期管理服务设备的维护和保养是确保其正常运行、延长使用寿命的关键。设备全生命周期管理系统通过智能化维护计划,实现了设备的预防性维护,减少了突发故障的发生。系统根据设备的运行数据和历史维护记录,智能生成维护计划,提醒维护人员按时进行维护保养,确保设备始终处于比较好状态。同时...
2025-07-02 -
 中国澳门制造业设备全生命周期管理公司
中国澳门制造业设备全生命周期管理公司设备管理系统正在改变传统的人才培养模式。系统内置的AR培训模块允许新员工在虚拟环境中学习设备操作,大幅降低实训风险。知识管理系统自动将经验转化为结构化案例库,使隐性知识显性化。某电力企业利用系统的故障模拟功能,开发了沉浸式培训课程,将员工技能认证周期从6个月缩...
2025-07-02 -
滨州专业的设备全生命周期管理app
制造业案例:某大型制造企业引入设备全生命周期管理系统后,实现了设备管理的升级。通过系统的实时监控和智能化维护计划,该企业的设备故障率降低了30%,维护成本降低了20%;同时,设备的使用效率提高了15%,生产效益提升。能源行业案例:某能源公司采用设备全生命周期管...
2025-07-02 -
 北京专业的设备全生命周期管理系统
北京专业的设备全生命周期管理系统设备管理系统积累的海量运营数据为技术创新提供了宝贵资源。系统记录的设备故障模式、维修方案、部件寿命等数据,可以反馈给设备制造商用于产品改进。某工程机械企业与客户共享设备运行数据后,新一代产品的平均故障间隔时间延长了30%。系统还支持创新技术的快速验证,通过数字...
2025-07-02 -
 北京通用设备全生命周期管理公司
北京通用设备全生命周期管理公司系统内置完整的法规库(包括特种设备安全法、压力容器监察规程等行业特定要求),自动监控设备检验检测周期,提前预警即将到期的项目。许可证管理模块跟踪特种设备操作证、安全阀校验报告等文件的时效性,确保合规运营。审计追踪功能详细记录所有关键操作(如参数修改、权限变更等...
2025-07-02 -
 化工设备全生命周期管理企业
化工设备全生命周期管理企业某制造企业引入设备全生命周期管理系统后,实现了设备管理的升级。通过系统的实时监控和智能化维护计划,该企业的设备故障率降低了40%,维护成本降低了30%;同时,设备的使用效率提高了20%,生产效益提升。这一成功案例不仅见证了系统的价值,也为其他企业提供了可借鉴的...
2025-07-01 -
滨州制造业设备全生命周期管理哪家好
设备全生命周期管理系统通过采集和分析设备运行过程中的大量数据,为企业提供了的数据支持和决策参考。管理者可根据数据分析结果,了解设备的运行状况、维护成本、使用效率等关键指标,发现存在的问题和不足,及时调整管理策略。例如,通过数据分析,企业可发现哪些设备的故障率较...
2025-07-01 -
 烟台移动端设备全生命周期管理企业
烟台移动端设备全生命周期管理企业设备管理系统正在催生全新的设备服务商业模式。制造商可以通过系统远程监控售出设备的运行状态,提供预防性维护服务。某工程机械企业基于设备管理系统数据,推出"按使用付费"的创新模式,客户只需支付设备实际工作时间费用,维护完全由制造商负责。这种模式使客户设备可用率提升...
2025-07-01 -
重庆智能设备全生命周期管理哪家好
随着人工智能、机器学习等技术的不断发展,设备全生命周期管理系统将更加智能化、自动化。未来,系统将具备更强大的数据分析和预测能力,可实现设备的自主诊断、自主维护和自主决策。同时,系统还将与其他新兴技术深度融合,如区块链、边缘计算等,为企业提供更加、高效的管理解决...
2025-07-01 -
辽宁手机设备全生命周期管理多少钱
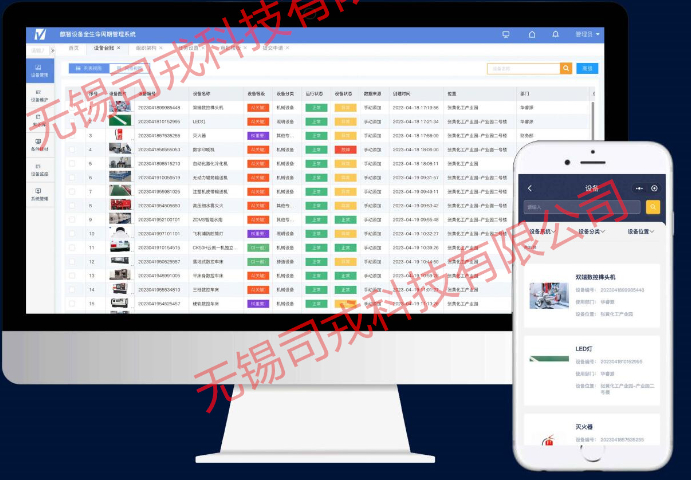
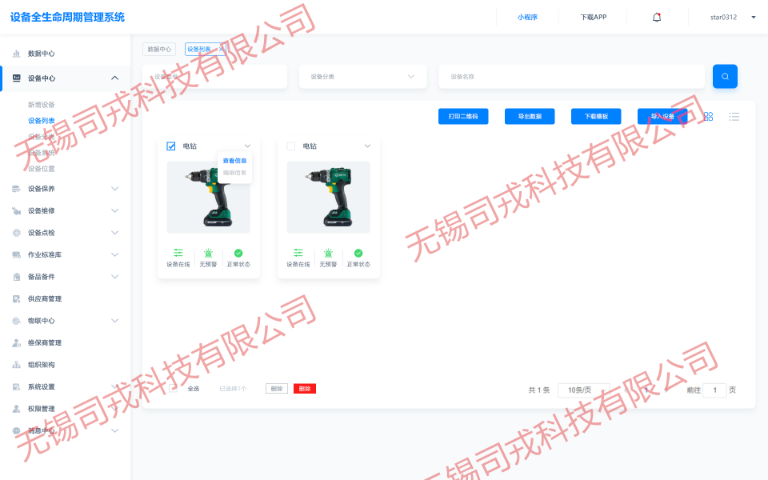
系统将传统纸质巡检表转化为数字化工作流,支持NFC/RFID打卡、语音输入、拍照记录等多种方式。管理员可自定义点检项目和标准,系统根据设备关键度自动生成巡检路线和频率。现场人员通过移动端接收任务,扫描设备二维码后,界面自动突出显示需检查的部件(如液压油位、皮带...
2025-06-30 -
山西设备全生命周期管理
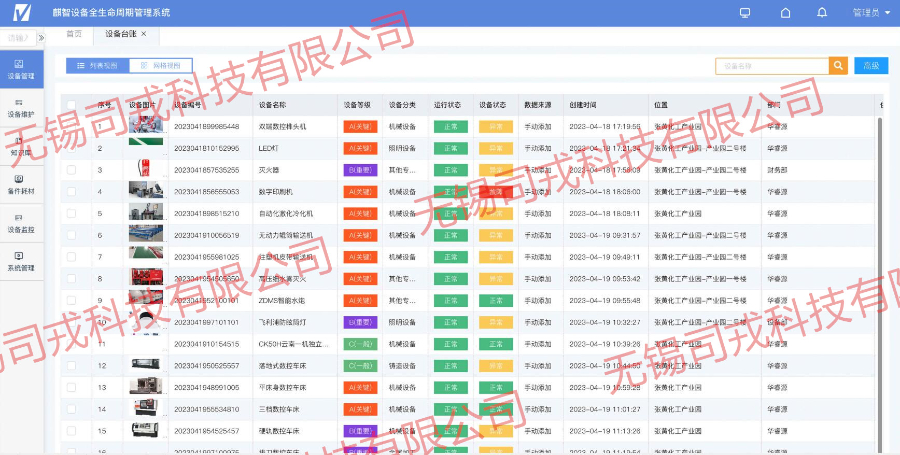
传统设备管理模式下,设备信息分散在各个部门,形成信息孤岛,导致管理效率低下,决策缓慢。设备全生命周期管理系统通过集成物联网、大数据、云计算等先进技术,打破了这一壁垒,实现了设备信息的集中管理和共享。无论是设备的采购、安装、使用、维护还是报废,所有信息都可在系统...
2025-06-30 -
滨州手机设备全生命周期管理公司
通过集成IoT传感器数据,系统实时监测设备振动、温度、电流等关键指标,利用机器学习算法建立健康基线。当数据偏离正常范围时,自动触发三级预警(提示/告警/紧急),并通过故障树分析推荐可能的原因。系统动态计算设备剩余使用寿命(RUL),结合生产计划智能生成维护时间...
2025-06-30 -
 广东企业设备全生命周期管理公司
广东企业设备全生命周期管理公司在"双碳"目标背景下,设备管理系统成为企业实现绿色制造的重要工具。系统通过精确计量设备能耗,建立碳足迹追踪模型,帮助企业识别高耗能设备。智能优化模块可以分析设备运行参数与能耗的关系,自动推荐能效提升方案。某化工企业利用系统的能效分析功能,对反应釜的温度控制曲线...
2025-06-30 -
 河南化工设备全生命周期管理多少钱
河南化工设备全生命周期管理多少钱设备全生命周期管理系统可对设备运行过程中产生的大量数据进行采集、分析和存储,为企业提供数据支持和决策参考。通过对设备故障率、维修成本、设备利用率等关键指标的分析,企业可了解设备的运行状况和管理效果,发现存在的问题和不足,及时调整管理策略。例如,企业可根据数据分...
2025-06-30 -
 智慧设备全生命周期管理
智慧设备全生命周期管理设备全生命周期管理系统涵盖了设备从采购、安装、使用、维护到报废的整个生命周期。在采购阶段,系统可根据企业的生产需求和预算,进行设备选型和供应商评估,确保采购到性价比高、质量可靠的设备。在使用阶段,系统通过智能监控和维护计划,确保设备的稳定运行和高效使用。在报废...
2025-06-30 -
中国香港化工设备全生命周期管理服务
智能化维护,降低维护成本:系统利用物联网、大数据、人工智能等先进技术,实现设备的智能化维护。通过传感器实时采集设备的运行数据,系统可对设备进行24小时不间断的监控,一旦发现设备运行异常,立即发出预警,通知维护人员及时处理。同时,系统可根据设备的历史运行数据和维...
2025-06-30 -
福建制造业设备全生命周期管理公司
设备管理系统正在催生全新的设备服务商业模式。制造商可以通过系统远程监控售出设备的运行状态,提供预防性维护服务。某工程机械企业基于设备管理系统数据,推出"按使用付费"的创新模式,客户只需支付设备实际工作时间费用,维护完全由制造商负责。这种模式使客户设备可用率提升...
2025-06-30 -
日照手机设备全生命周期管理哪家好
某制造企业引入设备全生命周期管理系统后,实现了设备管理的升级。通过系统的实时监控和智能化维护计划,该企业的设备故障率降低了40%,维护成本降低了30%;同时,设备的使用效率提高了20%,生产效益提升。这一成功案例不仅见证了系统的价值,也为其他企业提供了可借鉴的...
2025-06-30 -
东营智慧设备全生命周期管理企业
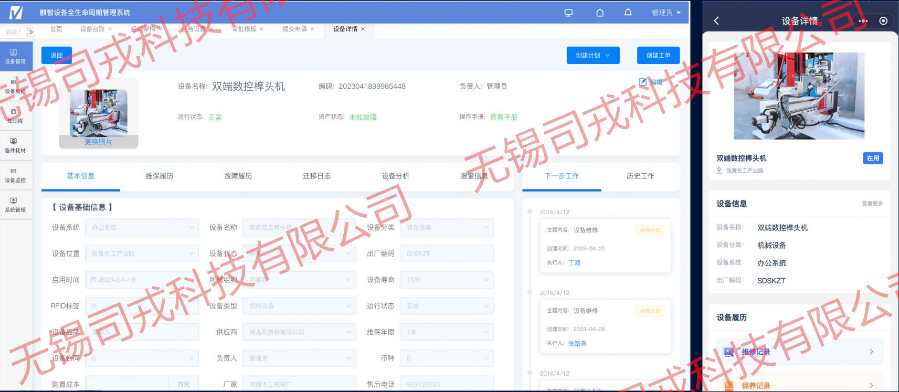
系统为每台设备建立数字身份证,整合技术参数、操作手册、保修条款等结构化数据。通过知识图谱技术,设备档案可关联同类设备的常见故障案例、维修方案,形成动态更新的知识库。用户可通过3D模型交互查看设备内部结构,点击部件即可调取更换教程或备件型号。系统还支持版本控制,...
2025-06-30 -
济南专业的设备全生命周期管理公司
现代设备管理系统已突破企业边界,实现了与供应链的深度协同。系统自动生成的备件需求预测可以直接发送给供应商,实现JIT(准时制)供应。某飞机制造商通过系统与供应商共享发动机运行数据,使供应商能够预判维修需求,将备件交付周期从45天缩短至7天。系统还建立了供应商绩...
2025-06-30 -
山西设备全生命周期管理价格
系统构建了从故障报修到验收结算的完整闭环管理流程。用户可以通过多种渠道(企业微信、钉钉、扫描设备二维码等)提交报修申请,系统自动识别设备信息并推送自助排障指南。智能派单引擎综合考虑故障类型、工程师技能矩阵、地理位置、当前工作负荷等因素,实现比较好任务分配。维修...
2025-06-30 -
宁夏一站式设备全生命周期管理多少钱
设备全生命周期管理系统涵盖了设备从采购、安装、使用、维护到报废的整个生命周期。在采购阶段,系统可根据企业的生产需求和预算,进行设备选型和供应商评估,确保采购到性价比高、质量可靠的设备。安装调试阶段,系统可提供详细的安装指导和技术支持,确保设备顺利投入使用。在使...
2025-06-30 -
青岛专业的设备全生命周期管理系统
现代设备管理系统已从应用发展为工业互联网平台的重要组成部分。系统通过OPC UA、MQTT等标准协议与各类工业设备互联,构建了设备数字孪生体。这些实时数据通过边缘计算节点处理后上传至云端,与企业ERP、MES等系统深度集成,形成了完整的工业大数据生态。某汽车零...
2025-06-30 -
广东企业设备全生命周期管理系统
设备全生命周期管理系统通过采集和分析设备运行过程中的大量数据,为企业提供了的数据支持和决策参考。管理者可根据数据分析结果,了解设备的运行状况、维护成本、使用效率等关键指标,发现存在的问题和不足,及时调整管理策略。例如,通过数据分析,企业可发现哪些设备的故障率较...
2025-06-30 -
天津设备全生命周期管理报价
设备全生命周期管理系统涵盖了设备从采购、安装、使用、维护到报废的整个生命周期。在采购阶段,系统可根据企业的生产需求和预算,进行设备选型和供应商评估,确保采购到性价比高、质量可靠的设备。在使用阶段,系统通过智能监控和维护计划,确保设备的稳定运行和高效使用。在报废...
2025-06-30 -
山西智慧设备全生命周期管理企业
系统通过集成各类工业传感器(振动、温度、压力、电流等),实时采集设备运行数据,并利用深度学习算法建立设备健康模型。系统能够自动识别运行参数的异常波动,根据严重程度触发多级预警(从现场声光报警到短信、邮件、企业微信等多渠道通知)。预测性维护模块通过分析历史数据,...
2025-06-30 -
智能化设备全生命周期管理公司
设备全生命周期管理系统可对设备运行过程中产生的大量数据进行采集、分析和存储,为企业提供数据支持和决策参考。通过对设备故障率、维修成本、设备利用率等关键指标的分析,企业可了解设备的运行状况和管理效果,发现存在的问题和不足,及时调整管理策略。例如,企业可根据数据分...
2025-06-29 -
烟台一站式设备全生命周期管理系统
系统为每台设备建立完整的数字化档案,不仅包含基础技术参数,还通过知识图谱技术关联操作手册、维修案例、技术图纸等结构化与非结构化数据。设备档案支持三维可视化展示,用户可以360度查看设备外观,点击特定部件即可调取该部件的技术参数、常见故障及更换教程。系统具备智能...
2025-06-29 -
东营智能设备全生命周期管理报价
数字孪生技术为设备管理系统带来了质的飞跃。系统为每台关键设备创建了高保真数字孪生体,实现虚实交互。某飞机制造企业通过数字孪生技术,在地面就能实时监控飞行中飞机的发动机状态,维护需求。更深入的应用是,系统可以在虚拟环境中模拟设备改造方案,验证可行性后再实施。某汽...
2025-06-29