-
 自动化智能自动化包装机种类
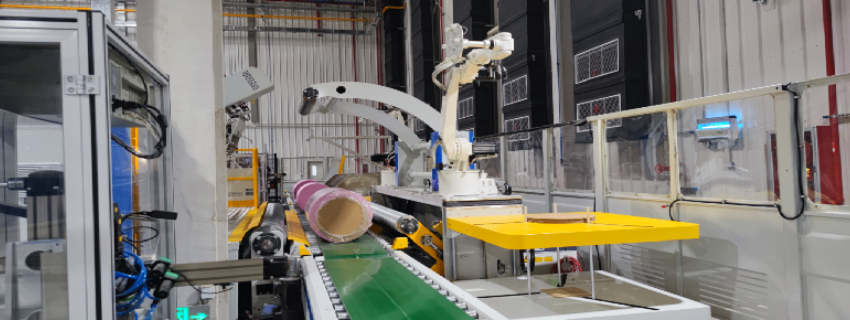
自动化智能自动化包装机种类单机头立式缠绕包装机工作原理框架,机械结构与运动协同转盘旋转:货物放置于转盘上,通过电机驱动实现匀速或变速旋转(转速范围通常为0-12rpm)。膜架升降:膜架沿立柱垂直移动,与转盘旋转同步完成螺旋式缠绕(升降速度0-8m/min)。预拉伸系统:膜材通过预拉伸辊...
2025-06-26 -
 自动化智能自动化包装机大小
自动化智能自动化包装机大小缠绕膜熔断采用瞬时加热方式是一种有效防止熔融拉丝的技术手段,包装机采用瞬时加热方式的优势,可以提高包装效率:瞬时加热方式能够迅速完成膜材的熔断,减少包装生产过程中的等待时间,提高整体包装效率。保证包装产品的质量:通过防止熔融拉丝,瞬时加热方式能够确保包装后的货...
2025-06-25 -
 邢台大型高速分切机能耗制动
邢台大型高速分切机能耗制动外置式加热片通常具有**的电源和控制线路,便于进行故障排查和更换。当加热片出现故障或需要更换时,可以方便地将其拆下并更换新的加热片,而不影响整个加热系统的运行。外置式加热片通常具有过热保护、短路保护等安全功能,可以有效防止因加热片过热或短路引起的安全事故。同时...
2025-06-25 -
连云港智能自动化包装机检修
全自动立式薄膜包装机主要通过一个垂直的旋转轴带动包装膜卷转动,同时将包装物放置在包装膜的中心位置,利用电机驱动的摩擦力带动包装膜卷转动,把包装物包裹在包装膜中。以下从技术参数方面展开介绍:技术参数:不同型号的全自动立式薄膜包装机技术参数有所差异,以下以全自动自...
2025-06-25 -
 绍兴整套高速分切机能耗制动
绍兴整套高速分切机能耗制动分切机采用西门子系列PLC集中控制系统是一种高效、可靠的控制方案。西门子系列PLC集中控制系统的特点集中控制:西门子系列PLC集中控制系统采用一台PLC控制多台设备或生产线,适用于被控对象地理位置比较集中且动作有一定联系的场合。这种系统结构简单,数据、状态变化...
2025-06-25 -
 邢台购买高速分切机代加工
邢台购买高速分切机代加工通过PLC(可编程逻辑控制器)对张力传感器进行数据采集和处理,实现对分切过程中张力的精确控制。实现精确控制的具体步骤张力数据采集:PLC通过模拟量输入模块采集张力传感器输出的电信号,并将其转换为数字量数据。数据处理与分析:PLC对采集到的张力数据进行滤波、平滑...
2025-06-25 -
 嘉兴综合高速分切机销售电话
嘉兴综合高速分切机销售电话分切机材料卷径自动演算的技术原理主要基于传感器测量和数学计算。数学计算基于旋转编码器的计算:设旋转编码器每旋转一周产生的脉冲数为m个,材料在一次基准脉冲中移动的距离为πD/n(mm),其中D为材料卷径(mm),n为卷轴上的基准信号(如接近开关)每旋转一周产生的...
2025-06-24 -
 国产智能自动化包装机生产厂家
国产智能自动化包装机生产厂家按钮式控制气胀轴充、放气系统常见问题与解决方案,1.充气不足或放气缓慢原因:气源压力不足(低于0.5MPa)。电磁阀堵塞或气路泄漏。气胀轴气囊老化漏气。解决:检查气源压力及过滤器状态。更换电磁阀或密封件。测试气胀轴保压性能(充气后观察压力表10分钟内下降是否超...
2025-06-24 -
 泉州手动自动化集成设备参数
泉州手动自动化集成设备参数自动化集成设备的重要技术自动化集成设备融合了众多重要技术。其中,控制系统是其大脑,通过编程实现对设备运行的精确控制,可根据不同生产需求灵活调整参数。传感器技术则是设备的感知,能实时监测设备运行状态和生产环境,如温度、压力、位置等参数,为控制系统提供准确数据。机...
2025-06-24 -
 嘉兴新能源高速分切机型号
嘉兴新能源高速分切机型号张力衰减控制对分切机的影响主要体现在以下几个方面:保护设备部件:张力衰减控制能够避免张力过大对设备部件造成的额外磨损或损坏。例如,张力过大可能导致收卷辊或放卷辊的轴承、齿轮等部件加速磨损,而合理的张力衰减控制可以延长这些部件的使用寿命,减少维修和更换的成本。优...
2025-06-24 -
 吕梁智能自动化包装机
吕梁智能自动化包装机瞬时加热方式对缠绕膜质量的影响取决于温度控制精度、加热时间、设备匹配性等因素。若操作得当,可提升包装效率并减少拉丝等缺陷;若控制不当,则可能导致膜材性能下降或包装失效。优化瞬时加热方式的建议,采用智能温控系统使用PID控制或红外测温技术,实时监测加热区域温度,...
2025-06-24 -
 加工智能自动化包装机设备价钱
加工智能自动化包装机设备价钱全自动卧式包装机主要特点:自动化程度高,全自动卧式包装机集成了PLC控制系统、伺服电机驱动、触摸屏操作界面等先进技术,能够实现从物料输送到成品输出的全流程自动化,减少人工干预,降低劳动强度。包装速度快采用高速运转的机械结构和优化的控制系统,包装速度可达每分钟数...
2025-06-23 -
东营工业自动化集成设备以客为尊
自动化分拣系统是物流自动化技术中的重要组成部分,技术优势,高效性:自动化分拣系统能够实现连续、高速、准确的物流分拣和分类,显著提高物流配送的效率。通常每小时可分拣商品6000~12000箱,远高于人工分拣的速度。准确性:自动化分拣系统的分拣误差率极低,主要取决...
2025-06-23 -
 沧州库存高速分切机性能
沧州库存高速分切机性能分切机的操作要点,开机前检查确认电源、气源、液压系统正常。检查刀具是否锋利、安装是否牢固。调整张力、速度等参数至初始值。分切过程监控观察材料运行状态,避免跑偏或打滑。实时监测切割质量,及时调整刀具压力或角度。停机后处理清理刀具和辊筒上的残留材料。关闭电源、气源...
2025-06-23 -
 厦门库存涂布机大小
厦门库存涂布机大小张力控制系统工作流程(闭环控制机制)张力检测传感器实时监测材料张力,将物理量(如力、位移)转换为电信号。案例:浮辊式传感器通过浮辊位移量反映张力变化(位移越大,张力越小)。信号处理控制器接收传感器信号,与预设张力值对比,计算偏差(如实际张力50Nvs设定值60...
2025-06-23 -
 福州整套高速分切机费用是多少
福州整套高速分切机费用是多少气顶式无轴放卷相比其他放卷机自动化程度与精度比较高,高度自动化:气顶式无轴放卷机构通常与先进的传感器和控制系统相结合,能够实现自动换卷、自动调整张力和位置等功能。这种高度自动化的设计显著提高了生产效率,减少了人工干预和停机时间。高精度控制:由于采用了先进的传感...
2025-06-23 -
国内智能自动化包装机检修
PLC定位模块通过高精度反馈控制、多轴协同算法和自适应学习,将全自动立式薄膜包装机的定位精度提升至行业**水平,直接带来以下价值:质量提升:袋型误差降低80%,废品率减少90%效率优化:包装速度波动率降低81%,适应更高产能需求成本节约:减少因定位不准导致的膜...
2025-06-23 -
 淄博什么自动化集成设备加盟报价
淄博什么自动化集成设备加盟报价缓冲平台具有冲击吸收与能量分散、振动隔离与稳定性、适应性与灵活性、耐用性与可靠性以及智能化与自动化等特点。冲击吸收与能量分散高效缓冲:缓冲平台的主要特点之一是能够有效地吸收和分散来自外部的冲击能量。这通常通过内部的弹簧、橡胶或其他弹性材料实现,这些材料在受到冲...
2025-06-23 -
 淮安智能自动化包装机二手价格
淮安智能自动化包装机二手价格寻边检测传感器在自动检测控制技术实现与系统集成,传感器选型:根据包装材料的特性和生产要求,选择合适的寻边检测传感器。例如,对于透明或反光材料,可能需要选择具有特殊检测模式的传感器。控制系统设计:设计基于PLC或工业计算机的控制系统,实现传感器数据的采集、处理和...
2025-06-23 -
福州销售高速分切机特点
材料卷径自动演算的基本原理是通过实时监测材料的卷取过程,利用传感器获取的数据(如电机的转速、材料的线速度等),结合预设的材料厚度等参数,通过算法计算出实时的卷径值。引入卷径变化量等参数,提高计算的准确性和稳定性。结合软件编程和智能算法,实现更高效的卷径计算和预...
2025-06-23 -
平谷区智能自动化包装机二手价格
布卷端面定位与中心起包技术原理与**需求,布卷端面定位目的:确保缠绕膜在布卷端面均匀覆盖,避免偏移或覆盖不全,影响防尘、防潮效果。技术要求:端面对齐精度:±5mm以内(根据布卷直径调整)。动态适应性:适应不同直径布卷(如500mm-2000mm)的端面定位。中...
2025-06-23 -
滁州智能自动化包装机大概多少钱
瞬时加热方式对缠绕膜质量的积极影响,减少热损伤瞬时加热通过短时间高温(通常毫秒级)完成熔断,可避免膜材长时间受热导致的分子链断裂或降解,从而保持其物理性能(如拉伸强度、回缩力)稳定。示例:若缠绕膜在高温下停留时间过长,可能导致PE膜结晶度变化,使膜材变脆易裂;...
2025-06-23 -
厦门工业高速分切机哪家好
分切机张力衰减控制的方法包括手动张力衰减控制和自动张力衰减控制两大类。其中,自动张力衰减控制以其高精度和稳定性成为主流选择,而手动张力衰减控制则适用于一些简单或特定的应用场景。除以上两大类外,其他张力衰减控制方法有:预设张力衰减曲线:根据材料特性和分切要求预设...
2025-06-23 -
常州国内高速分切机售后服务
在分切机设计中,接料平台是关键的功能性组件,其作用贯穿于生产流程的多个环节,直接影响设备效率、产品质量和操作安全性。**功能作用:保障物料连续性与稳定性承接分切后的物料分切机将卷材切割为窄幅材料后,接料平台通过导向辊、托架或气浮装置等结构,确保切割后的材料平稳...
2025-06-23 -
宿州智能自动化包装机价目
布卷端面定位与中心起包技术原理与**需求,布卷端面定位目的:确保缠绕膜在布卷端面均匀覆盖,避免偏移或覆盖不全,影响防尘、防潮效果。技术要求:端面对齐精度:±5mm以内(根据布卷直径调整)。动态适应性:适应不同直径布卷(如500mm-2000mm)的端面定位。中...
2025-06-23 -
 绍兴库存高速分切机平均价格
绍兴库存高速分切机平均价格分切机的异地加减速及速度自动控制功能是其自动化控制的重要组成部分,这些功能不仅提高了设备的操作灵活性和生产效率,还增强了设备的安全性和可靠性。提高生产效率:异地加减速及速度自动控制功能使得操作员能够在远离设备的地方对分切机进行实时速度调整,从而提高了生产效率。...
2025-06-23 -
 泉州附近哪里有涂布机参数
泉州附近哪里有涂布机参数涂布机的操作流程需严格遵循规范,以确保涂布质量和生产安全。开机前,操作人员要检查涂布液的配比和储存情况,确认涂布辊、刮刀等部件的安装精度和表面清洁度;调试设备时,设置合适的涂布速度、张力和温度参数,通过试涂布检验涂布效果,调整至比较好状态。生产过程中,持续监控...
2025-06-23 -
金华附近哪里有高速分切机量大从优
气顶式无轴放卷相比其他放卷机,结构设计与灵活性,无轴设计:气顶式无轴放卷机构的**特点是其无轴设计,这意味着它不需要传统的固定轴心来支撑和驱动材料卷。这种设计使得放卷过程更加灵活,能够适应不同直径和宽度的材料卷,而无需更换轴心或进行复杂的调整。夹持装置:气顶式...
2025-06-22 -
金华附近高速分切机技术指导
分切机张力衰减控制的方法包括手动张力衰减控制和自动张力衰减控制两大类。手动张力衰减控制则适用于一些简单或特定的应用场景。手动张力衰减控制,操作方式:操作人员根据材料卷的直径变化,手动调整张力控制装置(如手动旋钮、电源装置或制动装置)来达到所需的张力值。在收卷或...
2025-06-22 -
厦门机械高速分切机设备价钱
分切机材料卷径自动演算在工业自动化领域中具有重要的作用,主要体现在以下几个方面:提高测量准确性和工作效率通过自动化设备或系统实时监测和计算材料卷的直径,材料卷径自动演算技术能够显著提高测量的准确性。相较于传统的人工测量方法,自动演算减少了人为误差,提高了工作效...
2025-06-22