-
 温州非金属五轴加工零件
温州非金属五轴加工零件五轴加工工艺与三轴加工工艺基本相同,坐标轴数增加的作用可以减少工件的装夹定位次数,实现一次装夹完成尽可能多的加工内容,实现工序集中。简单来说,除机床外,五轴加工工艺系统,同样包括刀具系统(刀柄、刀具)、夹具系统和工件系统。(1)五轴相关刀柄系统介绍刀具系统是工...
2025-04-17 -
 徐州数控卧式镗铣操作规程
徐州数控卧式镗铣操作规程主轴部件定位键发生损坏当主轴前端用于拨动刀柄选择的定位键发生一定变形时,设备进行换刀操作时的声音也会因此增强,要解决这一问题,就要调整霍尔元件的安装位置,同时用防松胶进行加固,并调整换刀参,更换定位键。加工过程中也要注意检查主轴的准停位置和换刀参位置变化情况,...
2025-04-17 -
 嘉兴大型卧式镗铣厂家
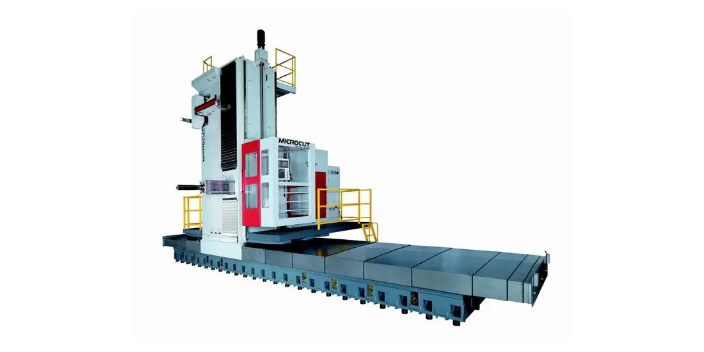
嘉兴大型卧式镗铣厂家方滑枕内应力变化补偿当方滑枕伸出时,除了会使整个主轴箱力系重心位移外,悬伸部位的自重引起悬伸部位的应力发生变化,在方滑枕的上部产生较大的拉应力,这应力随伸出的距离而变化。在方滑枕的上部纵向装有两条拉杆,拉杆的一端固定在方滑枕的前端,拉杆的后端经油缸...
2025-04-17 -
嘉兴销售卧式镗铣联系方式
有的卧式加工中心带有自动交换工作台,在对位于工作位置的工作台上的工件进行加工的同时,可以对位于装卸位置的工作台上的工件进行装卸,从而缩短辅助时间,提高加工效率。卧式加工中心由于工序的集中和自动换刀,减少了工作装夹、测量和机床调整等时间,使机床的切削时间达到机床...
2025-04-16 -
 无锡供应卧式镗铣市场
无锡供应卧式镗铣市场方滑枕内应力变化补偿当方滑枕伸出时,除了会使整个主轴箱力系重心位移外,悬伸部位的自重引起悬伸部位的应力发生变化,在方滑枕的上部产生较大的拉应力,这应力随伸出的距离而变化。在方滑枕的上部纵向装有两条拉杆,拉杆的一端固定在方滑枕的前端,拉杆的后端经油缸...
2025-04-16 -
 湖州桥式五轴加工出厂价
湖州桥式五轴加工出厂价五轴加工的众多优点说起五轴机床的特点,就要和传统的三轴设备来比较。生产中三轴加工设备比较常见,有立式、卧式及龙门等几种形式。常见的加工方法有立铣刀端刃加工、侧刃加工,球头刀的仿形加工等。但无论哪种形式和方法都有着一个共同的特点,就是在加工过程中刀轴方向始终保持...
2025-04-16 -
 无锡供应五轴加工哪家好
无锡供应五轴加工哪家好说起五轴加工中心的特点,就要和传统的三轴加工中心作比较。西尔普数控曾介绍过三轴加工中心常见的有立式、卧式、龙门三种机型。无论哪种机型的加工方式都有着一个共同的特点,就是在加工过程中刀轴方向始终保持不变,机床只能通过X、Y、Z三个线性轴的插补来实现刀具在空间直角...
2025-04-16 -
常州非金属五轴加工多少钱
碳纤维是50年代初应火箭、宇航及航空等前列科学技术的需要而产生的,还广泛应用于体育器械、纺织、化工机械及医学领域。随着前列技术对新材料技术性能的要求日益苛刻,促使科技工作者不断努力提高。80年代初期,高性能及超高性能的碳纤维相继出现,这在技术上是又一次飞跃,同...
2025-04-16 -
绍兴大型五轴加工零件
五轴加工中心装配比普通加工中心是要复杂很多的,尤其是在装配工艺及要求上面,五轴加工中心的旋转轴对装配工艺要求非常高。五轴加工中心一共有五个运动坐标轴,分别是两个运动旋转轴和三个直线运动坐标轴,一般情况可以根据两个旋转运动安装的位置不同,分为AC组合旋转轴和BC...
2025-04-16 -
徐州进口卧式镗铣直销价格
铣床的加工适用范围因为铣床有太多的种类和结构,而且适用的度也有很大的差异,所以我们指针对目前常用的立式加工中心和龙门加工中心两种典型铣床来做一个加工范围的介绍。A、立式加工中心(如上图),立式加工中心实际为带刀库的立式数控铣床,其主要特点是采用多刃回转刀具进行...
2025-04-16 -
徐州模型五轴加工大概价格
五轴加工工艺与三轴加工工艺基本相同,坐标轴数增加的作用可以减少工件的装夹定位次数,实现一次装夹完成尽可能多的加工内容,实现工序集中。简单来说,除机床外,五轴加工工艺系统,同样包括刀具系统(刀柄、刀具)、夹具系统和工件系统。(1)五轴相关刀柄系统介绍刀具系统是工...
2025-04-15 -
连云港大型五轴加工大概价格
五轴机床的机械结构形式想要真正地了解五轴加工,首先我们要读懂什么是五轴机床。五轴机床(5AxisMachining),顾名思义,是指在X、Y、Z,三根常见的直线轴上加上两根旋转轴。A、B、C三轴中的两个旋转轴具有不同的运动方式,以满足各类产品的技术需求。而在五...
2025-04-15 -
绍兴大型卧式镗铣大概价格
车床的类型车床的类型非常多,比较典型的大类有:仪表车床、单轴自动车床、多轴自动或半自动车床、回轮或转塔车床、曲轴及凸轮轴车床、立式车床、落地及卧式车床、仿形及多刀车、轮轴辊锭及铲齿车床等等,这其中又分为很多小型的分类,数量不一而足,而在我们机械行业比较常用的是...
2025-04-15 -
常州国产五轴加工一般多少钱
五轴机床还可以使用更短的刀具进行加工,提升系统刚性,减少刀具的数量,避免了刀具的产生。3.减少装夹次数,一次装夹完成五面加工如上图可以看出五轴加工中心还可以减少基准转换,提高加工精度。在实际加工中,只需一次装夹,加工精度更容易得到保证。同时五轴加工中心由于过程...
2025-04-15 -
杭州数控五轴加工零件
五轴加工的众多优点说起五轴机床的特点,就要和传统的三轴设备来比较。生产中三轴加工设备比较常见,有立式、卧式及龙门等几种形式。常见的加工方法有立铣刀端刃加工、侧刃加工,球头刀的仿形加工等。但无论哪种形式和方法都有着一个共同的特点,就是在加工过程中刀轴方向始终保持...
2025-04-15 -
宁波双面卧式镗铣怎么买
机床必须具备可编程的控制轴,一般为W轴;2、镗杆和铣套的旋转必须一致;数控平旋盘和数控可变径镗头的工作原理:通过数控程序将镗杆的伸缩通过平旋盘内的精密机构转换为刀具的水平位移;刀具的轴向位移通过滑枕的移动或工作台的移动来实现。数控平旋盘和数控可变径镗头可加工的...
2025-04-15 -
无锡供应卧式镗铣联系方式
有的卧式加工中心带有自动交换工作台,在对位于工作位置的工作台上的工件进行加工的同时,可以对位于装卸位置的工作台上的工件进行装卸,从而缩短辅助时间,提高加工效率。卧式加工中心由于工序的集中和自动换刀,减少了工作装夹、测量和机床调整等时间,使机床的切削时间达到机床...
2025-04-15 -
绍兴大型五轴加工参考价格
五轴加工中心装配比普通加工中心是要复杂很多的,尤其是在装配工艺及要求上面,五轴加工中心的旋转轴对装配工艺要求非常高。五轴加工中心一共有五个运动坐标轴,分别是两个运动旋转轴和三个直线运动坐标轴,一般情况可以根据两个旋转运动安装的位置不同,分为AC组合旋转轴和BC...
2025-04-15 -
上海数控卧式镗铣出厂价
与相应的卧式加工中心相比,结构简单,占地面积较小,价格较低。卧式加工中心:是指主轴轴线与工作台平行设置的加工中心,主要适用于加工箱体类零件。卧式加工中心的主轴处于水平状态,通常带有可进行分度回转运动的正方形工作台。一般具有3~5个运动坐标,常见的是三个直线运动...
2025-04-15 -
嘉兴桥式五轴加工多少钱
五轴加工工艺与三轴加工工艺基本相同,坐标轴数增加的作用可以减少工件的装夹定位次数,实现一次装夹完成尽可能多的加工内容,实现工序集中。简单来说,除机床外,五轴加工工艺系统,同样包括刀具系统(刀柄、刀具)、夹具系统和工件系统。(1)五轴相关刀柄系统介绍刀具系统是工...
2025-04-15 -
连云港立式五轴加工大概价格
五轴技术的发展几十年来,人们普遍认为五轴数控加工技术是加工连续、平滑、复杂曲面的手段。一旦人们在设计、制造复杂曲面遇到无法解决的难题,就会求助五轴加工技术。但是。。。五轴联动数控是数控技术中难度比较大、应用范围广的技术,它集计算机控制、高性能伺服驱动和精密加工...
2025-04-15 -
南京卧式五轴加工直销价格
说起五轴加工中心的特点,就要和传统的三轴加工中心作比较。西尔普数控曾介绍过三轴加工中心常见的有立式、卧式、龙门三种机型。无论哪种机型的加工方式都有着一个共同的特点,就是在加工过程中刀轴方向始终保持不变,机床只能通过X、Y、Z三个线性轴的插补来实现刀具在空间直角...
2025-04-15 -
苏州生产卧式镗铣一般多少钱
有的卧式加工中心带有自动交换工作台,在对位于工作位置的工作台上的工件进行加工的同时,可以对位于装卸位置的工作台上的工件进行装卸,从而缩短辅助时间,提高加工效率。卧式加工中心由于工序的集中和自动换刀,减少了工作装夹、测量和机床调整等时间,使机床的切削时间达到机床...
2025-04-15 -
常州大型五轴加工出厂价
五轴联动加工中心,是一种科技含量高、精密度高,专门用于加工复杂曲面的加工中心。一、什么是五轴加工中心五轴联动加工有高效率、高精度的特点,工件一次装夹就可以完成复杂的加工。能够适应像汽车零部件、飞机结构件等现在模具的加工。五轴加工中心和五面体加工中心是有很大的区...
2025-04-15 -
金华模型五轴加工大概价格
刀柄结构方式:筒夹刀柄,热缩刀柄和液压刀柄(2)五轴相关夹具系统介绍五轴数控加工时,做好定位及夹紧,是保证工件加工精度的重要前提。通过夹具装夹减少主轴及刀具干涉,减少五轴复杂运动,提高效率,降低能耗,也是夹具的重要作用之一,夹具分类介绍如下:1)常见平口钳及钳...
2025-04-15 -
杭州进口卧式镗铣联系方式
卧式加工中心,是指主轴轴线与工作台平行设置的加工中心,主要适用于加工箱体类零件。工件经卧式加工中心一次装夹后,数控系统能控制机床按照不同加工工序,自动选择及交换刀具,自动改变机床主轴转速、进给速度和刀具相对工件的运动轨迹及其他辅佐功能,依次完成多个面多工序加工...
2025-04-15 -
上海数控五轴加工出厂价
说起五轴加工中心的特点,就要和传统的三轴加工中心作比较。西尔普数控曾介绍过三轴加工中心常见的有立式、卧式、龙门三种机型。无论哪种机型的加工方式都有着一个共同的特点,就是在加工过程中刀轴方向始终保持不变,机床只能通过X、Y、Z三个线性轴的插补来实现刀具在空间直角...
2025-04-15 -
苏州吸塑五轴加工怎么买
五轴数控加工中选择平底端铣刀,在杂乱的模具加工外观直立的情况下可以大幅度削减加工时间。五轴加工中心的原理也适用于具有视点外观的旁边铣削加工,消除球端铣削加工引起的肋骨状纹理,使模具外观质量更加抱负,整理模具外观需求增加人工铣削和技术作业量。经过五轴加工工序使工...
2025-04-14 -
上海数控五轴加工厂家
说起五轴加工中心的特点,就要和传统的三轴加工中心作比较。西尔普数控曾介绍过三轴加工中心常见的有立式、卧式、龙门三种机型。无论哪种机型的加工方式都有着一个共同的特点,就是在加工过程中刀轴方向始终保持不变,机床只能通过X、Y、Z三个线性轴的插补来实现刀具在空间直角...
2025-04-14 -
金华大型卧式镗铣哪里有
立式加工中心由于工序的集中和自动换刀,减少了工件的装夹、测量和机床调整等时间,使机床的切削时间达到机床开动时间的80%左右(普通机床为15~20%);同时也减少了工序之间的工件周转、搬运和存放时间,缩短了生产周期,具有明显的经济效果。加工中心适用于零件形状比较...
2025-04-14