扬州汽车散热器散热鳍片焊接
第二连接部32与翅片部20连接且所述第二连通腔与第二空腔201连通。连接部31与第二连接部32之间折弯形成有折弯夹角(图未标出),且连接部31与第二连接部32之间形成折弯线(图未标出)。通过设置连接部30,可方便对翅片部20进行折弯操作,即,只需对连接部30进行折弯操作,便可使得翅片部20与平板部10之间形成一夹角,同时,所述折弯夹角与平板部10及翅片部20之间的夹角α相同,即,通过对连接部30进行折弯操作从而使得平板部10与翅片部20之间形成夹角α。本实施方式中,连接部31呈等腰直角三角形,第二连接部32呈直角梯形,该直角梯形的长边与其中一条腰之间的夹角为45°,且该直角梯形的另外一条腰(即,直角腰)与所述等腰直角三角形的一条直角边均由所述折弯线构成。具体地,图5中虚线构成的阴影部分为连接部31,图7中虚线构成的阴影部分为第二连接部32。另外,所述封闭腔体还包括过渡空腔301,过渡空腔301采用吹胀工艺加工而成。为了方便形成过渡空腔301,过渡空腔301的高度h为,过渡空腔301的宽度w为2-20mm,且满足w>3h。推荐地,本实施方式中,h=,w=4mm。另外,连接部30的折弯半径为r,当5mm<r<10mm时,h=()*r或者h=,h取二者中的较大值;当10mm<r<30mm时,h=。多功能散热鳍片调试哪家好,诚心推荐常州三千科技有限公司。扬州汽车散热器散热鳍片焊接

上述石墨烯胶体包括石墨烯5~10份、润湿分散剂~、交联剂3~10份、防絮凝剂~、防沉降剂~、胶体载体100~500份,以上组分按质量份数计;其制备方法为:将石墨烯、润湿分散剂、交联剂、胶体载体按质量份数比混合,装入料罐中研磨,获得石墨烯胶体初聚物,向石墨烯胶体初聚物中按质量份数比加入防絮凝剂、防沉降剂,经高能研磨机研磨获得石墨烯胶体。上述两次研磨,每次研磨时间分别为1~3h。上述石墨烯胶体组分中,所述润湿分散剂为润湿分散剂s596、byk085、byk170、byk190的一种或两种;交联剂为邻苯二甲酸二烯丙脂或2,5-二甲基-2,5二叔丁基过氧化己烷;防絮凝剂为聚丙烯酰胺、efkalp-9009(埃弗卡化学公司添加剂,型号efkalp-9009)、bevloid6721(荣宏消泡剂,型号bevloid6721)中一种或二种以上;防沉降剂为聚乙烯蜡、聚酰胺蜡中的一种或二种以上,推荐易分散聚乙烯蜡、聚酰胺蜡6900-20x、聚酰胺蜡4400-20x中的一种或二种以上,所述易分散聚乙烯蜡推荐德谦202p;胶体载体为环氧树脂、增塑剂或环氧树脂活性稀释剂中的一种或二种以上,推荐环氧树脂f51、e51、邻苯二甲酸二丁酯、邻苯二甲酸二辛脂、磷酸酯、环氧树脂活性稀释剂501、600、692中的一种或二种以上。泰州液冷板散热鳍片厂家多功能散热鳍片执行标准哪家好,诚心推荐常州三千科技有限公司。
同时也无法使双面吹胀板与基座的接触面积更大,提高散热效率。因此,有必要研究一种方案,以解决上述问题。技术实现要素:有鉴于此,本实用新型针对现有技术存在之缺失,其主要目的是提供一种散热鳍片的冲压铆合结构,其能有效解决现有之散热鳍片结合不稳固、容易折弯并且散热效率低的问题。为实现上述目的,本实用新型采用如下之技术方案:一种散热鳍片的冲压铆合结构,包括有底座以及散热鳍片;该底座的表面开设有沟槽,以供散热鳍片插植,该沟槽的开口至少一侧具有接触面;该散热鳍片包括有连接在一起的插植部、连接部和主体部,插植部为反折结构并嵌于沟槽中,连接部相对插植部向一侧延伸并至少局部抵于接触面上接触;利用上述的底座及散热鳍片,于散热鳍片将插植部插入底座的沟槽后,再利用一冲压冲头对准插植部进行冲压,该冲压冲头涵盖插植部,经冲压后使插植部于沟槽内下压产生变形增大而迫紧结合于沟槽内,以完成散热鳍片与底座的结合,同时连接部抵于接触面上接触。作为一种推荐方案,所述沟槽的两侧形成均形成有一条状凸台,该接触面位于其中一条状凸台的顶面上。作为一种推荐方案,所述接触面为水平面,该连接部的底面与接触面平行并全部贴合接触。
该定位板20设置于多个薄型散热鳍片10上,定位板20上开设有多个定位孔21,前述定位凸部11分别穿过定位孔21向上延伸并与对应的定位孔21配合定位,以使得各个薄型散热鳍片10均与定位板20定位。在本实施例中,所述定位板20位于多个薄型散热鳍片10的一侧,所述定位凸部11为片状结构,该定位孔21为方形孔并与定位凸部11的横截面相适配。另外,所述定位凸部11上设置有预断线101而将定位凸部11分成基片111和预断片112,基片111嵌于定位孔21中并凸出定位孔21的上方,预断片112于基片111的顶部向上延伸出,预断片112位于定位板20的上方,如此在对定位板20进行定位后,可将预断片112进行折断去掉,再将基片111与定位孔21进行铆合固定。在本实施例中,如图7所示,所述预断片112为间隔分开设置的两个,两预断片112之间形成有缺口槽102,以使得预断片112容易被折断去除,所述预断片112的顶端外侧边角为圆角,该缺口槽102的上端宽度小于下端宽度,以更好地使定位凸部11插入定位孔21中进行定位,且缺口槽102的底面呈凹凸的齿牙状结构,以更好地使基片111与定位孔21进行铆合固定。如图8所示,所述定位凸部11可以为另外一种结构,所述预断片112的顶端外侧边角为圆角。多功能散热鳍片厂家供应哪家好,诚心推荐常州三千科技有限公司。
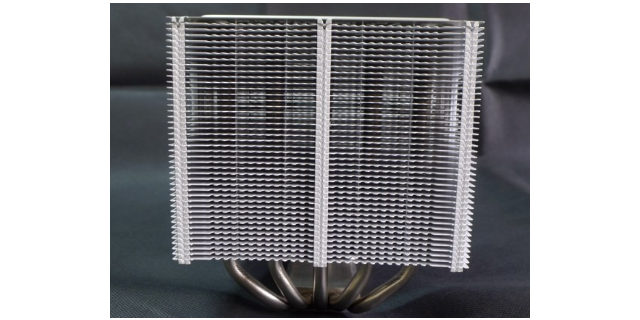
多个孤立部103便将对应的空腔101和/或第二空腔201分隔形成多个相互连通的流体通道。孤立部103为设于空腔101和/或第二空腔201内的点状结构或块状结构,孤立部103由空腔101和/或第二空腔201相应的侧壁贴合形成。请再次参阅图9,平板部致呈板状结构,翅片部20呈长条形平板状结构,多个翅片部20位于平板部10的同一侧,且相互平行设置,翅片部20与平板部10之间形成一夹角α,且0°<夹角α<180°,使得翅片部20与平板部10之间形成三维立体结构,进而提升了散热效率。本实施方式中,夹角α=90°。本实施方式中,平板部10与翅片部20为一体成型结构,减少了接触热阻,另外,实现结构紧凑的同时,方便加工。可以理解地,在其他未示出的实施方式中,平板部10与翅片部20还可以是单独的零部件,使用时,只需将平板部10与翅片部20连接即可。另外,平板部10与每个翅片部20之间均设置有连接部30,连接部30内设置有过渡空腔301,过渡空腔301与空腔101及第二空腔201均连通,连接部30包括相互连接的连接部31和第二连接部32,连接部31设置有连通腔,第二连接部32设置有第二连通腔,过渡空腔301包括所述连通腔和所述第二连通腔,具体地,连接部31与平板部10连接且所述连通腔与空腔101连通。自动化散热鳍片销售厂家哪家好,诚心推荐常州三千科技有限公司。上海汽车散热器散热鳍片定制
自动化散热鳍片生产厂家哪家好,诚心推荐常州三千科技有限公司。扬州汽车散热器散热鳍片焊接
所述平板部设置有空腔,每个所述翅片部设置有第二空腔,每个所述第二空腔均与所述空腔相连通,所述平板部与所述箱体连接,热源设于所述箱体内。进一步地,所述箱体上开设有通槽,所述通槽与所述平板部位置对应配合。进一步地,所述箱体呈一端具有开口的盒状结构,所述箱体的内腔形成用于收容热源的收容腔,所述箱体上相对开口端的侧壁形成连接平面,所述平板部与所述连接平面连接,所述通槽开设在所述连接平面上且与所述收容腔相连通。进一步地,所述平板部上开设有固定孔,所述连接平面上对应所述固定孔开设有第二固定孔,所述固定孔与所述第二固定孔之间通过紧固件连接。进一步地,多个所述翅片部位于所述平板部的同一侧,多个所述翅片部相互平行设置,所述翅片部与所述平板部之间形成一夹角α。进一步地,所述平板部与每个所述翅片部之间均设置有连接部,所述连接部与所述平板部及所述翅片部均连通,所述连接部包括连接部和第二连接部,所述连接部与所述第二连接部之间形成有折弯线,所述连接部呈等腰直角三角形,所述第二连接部呈直角梯形,所述直角梯形的长边与其中一条腰之间的夹角为45°。扬州汽车散热器散热鳍片焊接
- 宜兴折叠fin散热片检修 2025-08-02
- 南京机箱散热折叠fin散热片价格 2025-08-01
- 天津销售折叠散热翅片 2025-08-01
- 南通新能源汽车折叠fin散热片焊接 2025-08-01
- 淮安液冷板折叠fin散热片维修 2025-08-01
- 吉林特殊折叠fin散热片 2025-08-01
- 江苏不锈钢折叠fin散热片维修 2025-07-31
- 扬州新能源汽车折叠fin散热片报价 2025-07-31
- 常州轨道交通折叠fin散热片焊接 2025-07-31
- 四川折叠散热翅片互惠互利 2025-07-31
- 无锡破碎机供应 2025-08-02
- 普陀区波峰焊接是什么 2025-08-02
- 徐汇区节能气缸厂家供应 2025-08-02
- 佛山定制激光焊接机要多少钱 2025-08-02
- 长宁区什么是生态环境检测 2025-08-02
- 山东销售烘干房大概费用 2025-08-02
- 安徽中国台湾原装无心磨床代理商 2025-08-02
- 济南耐热铸铁件 2025-08-02
- 山东使用回流比控制柜咨询问价 2025-08-02
- 空调服配件直流空调服风扇变速 2025-08-02