福建安全风险监测预警系统哪个好
传感设备管理功能为企业的安全监控提供了坚实的基础。通过系统平台,用户可以查看每个传感设备的详细信息,例如设备名称、厂家、安装位置、编号及维护记录等。这种详细的设备档案管理,不仅便于企业随时核查设备信息,还能为设备维护和更换提供重要依据。此外,系统支持设备状态的实时更新,及时反馈设备是否正常运行或需要维护,从而避免因设备故障而导致的安全隐患。这种精细化的设备管理模式,为企业的安全监控工作提供了强有力的支持。安全风险监测预警系统异常状态智能识别功能,为作业安全提供多维保障。福建安全风险监测预警系统哪个好
安全风险监测预警系统通过其趋势分析功能,为企业提供了一种更为科学和系统化的安全管理方法。系统通过结合多维数据监测,生成不同时间周期内的作业风险趋势图,如设备超限报警的月度分布、工艺指标的变化轨迹等。这些图表和数据能够直观展示作业环境的动态变化,帮助企业管理人员实时掌握安全状况的变化趋势,从而做出更加准确的决策。例如,系统能够对设备超限报警进行月度分布分析,帮助管理人员发现设备故障的高发时段或频率,便于提前进行检修和维护,减少因设备故障引发的安全事故。工艺指标的变化轨迹则能够揭示生产过程中可能存在的潜在隐患,管理人员可以根据这些变化预测潜在的安全问题,并进行预防性调整。陕西智能安全风险监测预警系统供应商安全风险监测预警系统能够预测安全趋势,帮助企业及时采取防范措施。

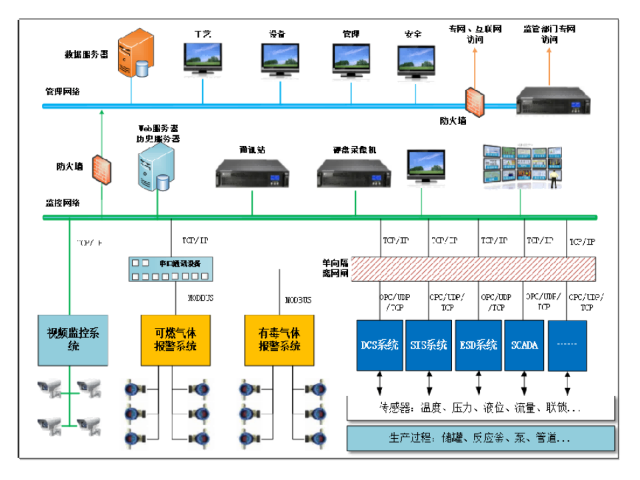
安全风险监测预警系统通过动态显示重大危险源的实时监测数据,为企业管理者提供了清晰的安全状态概览。系统会以图表、卡片等形式直观展示储罐区、反应装置等重大危险源的主要参数,例如温度、压力、液位及有毒气体浓度等。实时数据的更新频率高,管理者能够及时掌握安全状态的变化,及时发现潜在问题。此外,系统还支持数据历史记录的查询与分析,方便进行趋势预测和隐患排查。这种动态监测功能,让管理者对危险源的控制更加高效,明显提升企业的风险防控能力。
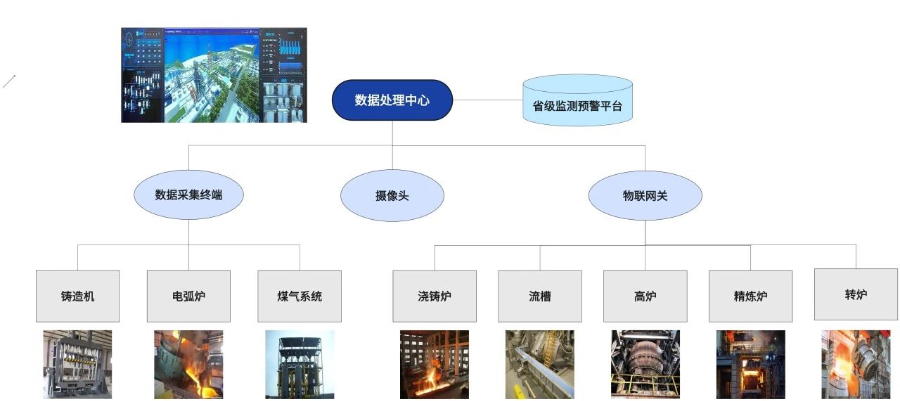
通过对重大危险源的监控,安全风险监测预警系统大幅提升企业安全管理能力。安全风险监测预警系统以重大危险源的监控为中心,极大提升了企业的安全管理能力。系统对危险源的每个环节进行精确监控,包括实时数据采集、动态趋势分析及异常状态报警,覆盖了从原料储存到生产操作的全流程。通过自动化监控与智能化分析,系统帮助企业有效减少了人工巡检的漏洞,提高了安全管理的效率。此外,系统支持报警处理的闭环管理,确保隐患从发现到解决的每个环节都被严格把控,为企业的安全生产保驾护航。安全风险监测预警系统通过实时视频监控,有效保障作业现场的规范性与人员安全。
安全风险监测预警系统为危险化工工艺提供实时数据支持,保障安全操作流程。针对危险化工工艺,安全风险监测预警系统能够提供实时数据支持,确保操作流程安全可控。系统会持续监测反应器的温度、压力及流量等关键参数,并对异常波动及时报警。管理人员可通过系统查看实时数据,并结合视频画面评估工艺的运行状态,从而快速调整操作策略或采取紧急措施。通过为危险工艺提供精确的监测数据,系统大幅降低了事故发生率,同时提升了化工生产的稳定性与可靠性。安全风险监测预警系统预警管理模块,通过闭环机制实现风险控制。福建安全风险监测预警系统哪个好
安全风险监测预警系统支持监测设备的报警汇总与隐患处理表单提交,提升响应效率。福建安全风险监测预警系统哪个好
安全风险监测预警系统针对老旧装置的独特挑战,提供了定制化的重点监控解决方案,以保障设备安全运行并降低故障风险。系统整合了智能视频分析和多维数据采集技术,对老旧设备进行各方位监控,实时捕捉运行过程中的关键数据,如温度、压力、振动频率等动态指标。在监控过程中,系统能够识别老旧设备可能出现的异常状态,包括温度急剧波动、异常振动幅度增大或性能指标逐步衰减等问题。一旦检测到这些潜在风险,系统将立即生成报警信息,并通过多渠道(如短信、APP推送或邮件)通知相关管理人员,同时详细记录报警时间、地点及数据变化趋势,便于后续分析与决策。福建安全风险监测预警系统哪个好
- 陕西智能电子巡检管理系统供应 2025-05-24
- 专注电子巡检管理系统内容 2025-05-24
- 综合设备完整性管理与预测性维修系统应用 2025-05-23
- 市场电子巡检管理系统概况 2025-05-23
- 网上作业票系统业务流程 2025-05-23
- 山东电子巡检管理系统案例 2025-05-23
- 甘肃设备完整性管理与预测性维修系统选择 2025-05-23
- 新疆解决双重预防机制管理 2025-05-23
- 甘肃项目安全教育培训系统 2025-05-23
- 黑龙江钢铁作业票系统构成 2025-05-23
- 肥城推广数字化企业转型优势 2025-05-28
- 常熟国际企业形象策划概况 2025-05-28
- 常州本地品牌策划推广要多少钱 2025-05-28
- 客户关系管理系统售后 2025-05-28
- 徐州创新动漫游戏设计联系人 2025-05-28
- 上海国际数字营销带客服务哪家好 2025-05-28
- 韶关工厂车间规划公司 2025-05-28
- 张家港品牌展览展示优势 2025-05-28
- 砂磨机CUTR认证价格 2025-05-28
- 上海公司中央空调清洗费用 2025-05-28