上线安全风险监测预警系统管理系统
安全风险监测预警系统针对老旧装置的独特挑战,提供了定制化的重点监控解决方案,以保障设备安全运行并降低故障风险。系统整合了智能视频分析和多维数据采集技术,对老旧设备进行各方位监控,实时捕捉运行过程中的关键数据,如温度、压力、振动频率等动态指标。在监控过程中,系统能够识别老旧设备可能出现的异常状态,包括温度急剧波动、异常振动幅度增大或性能指标逐步衰减等问题。一旦检测到这些潜在风险,系统将立即生成报警信息,并通过多渠道(如短信、APP推送或邮件)通知相关管理人员,同时详细记录报警时间、地点及数据变化趋势,便于后续分析与决策。安全风险监测预警系统的报警统计功能为制定安全策略提供了科学依据。上线安全风险监测预警系统管理系统
安全风险监测预警系统的报警统计功能为制定安全策略提供了科学依据。系统的报警统计功能能够详细记录和分类所有报警数据,为企业制定科学的安全策略提供了重要支持。管理者可以通过统计功能查看历史报警的频率、位置及类型,分析事故高发的区域和环节。系统还支持将报警数据导出生成分析报告,帮助企业快速识别安全管理中的薄弱点,并据此调整安全政策或改进设备运行参数。这一功能提升了安全管理的科学性和准确性,让企业能够更有效地分配资源,保障生产安全。市场安全风险监测预警系统好处安全风险监测预警系统结合视频智能识别功能,强化现场作业监管。

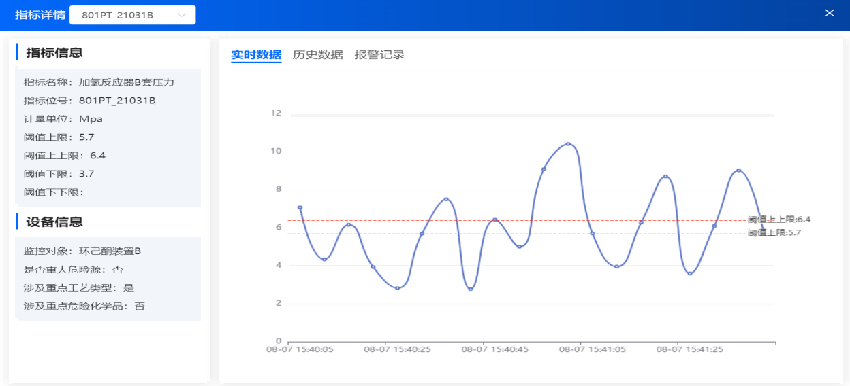
安全风险监测预警系统的数据监测模块,提供了灵活的多维度监测指标配置功能,帮助企业高效管理和控制作业现场的各项安全参数。该模块支持根据企业的具体需求,定制监测参数,涵盖温度、压力、液位、有毒气体、可燃气体等关键安全指标,确保企业能够针对不同的生产环节设置合适的监测标准。用户可以灵活设置每个指标的上限、下限及报警阈值,依据实际生产要求,进行个性化的调整。系统的实时数据采集和分析功能使管理人员能够监控现场的每个监测点。通过实时记录各项指标的动态变化,系统不仅能够提供历史数据趋势,还能够预测可能发生的安全隐患。这一功能使管理者能够及时发现异常情况,快速采取相应的应对措施,确保生产过程的安全性和稳定性。此外,系统通过可视化图表展示的方式,让用户能够一目了然地查看各类数据的变化趋势,有效提升了数据分析的效率。
通过对重大危险源的监控,安全风险监测预警系统大幅提升企业安全管理能力。安全风险监测预警系统以重大危险源的监控为中心,极大提升了企业的安全管理能力。系统对危险源的每个环节进行精确监控,包括实时数据采集、动态趋势分析及异常状态报警,覆盖了从原料储存到生产操作的全流程。通过自动化监控与智能化分析,系统帮助企业有效减少了人工巡检的漏洞,提高了安全管理的效率。此外,系统支持报警处理的闭环管理,确保隐患从发现到解决的每个环节都被严格把控,为企业的安全生产保驾护航。安全风险监测预警系统支持监测设备的报警汇总与隐患处理表单提交,提升响应效率。
安全风险监测预警系统能够预测安全趋势,帮助企业及时采取防范措施。系统通过对报警数据的长期积累和分析,能够识别出可能导致事故的潜在规律,从而预测未来的安全趋势。例如,根据某区域的高频报警情况,系统可能提示该区域需要加强设备维护或工艺改进。管理者可以根据这些趋势预测结果,提前部署安全防护措施,有效降低潜在风险。这种预测功能让企业从被动应对转变为主动防范,不仅提升了安全管理的前瞻性,还增强了企业的应急准备能力。安全风险监测预警系统能够对生产工艺的类型、装置及监测指标进行实时统计,支持点击查看详细设备信息。上线安全风险监测预警系统管理系统
安全风险监测预警系统可识别人员未佩戴安全帽、吸烟等违规行为,及时报警并记录详细情况。上线安全风险监测预警系统管理系统
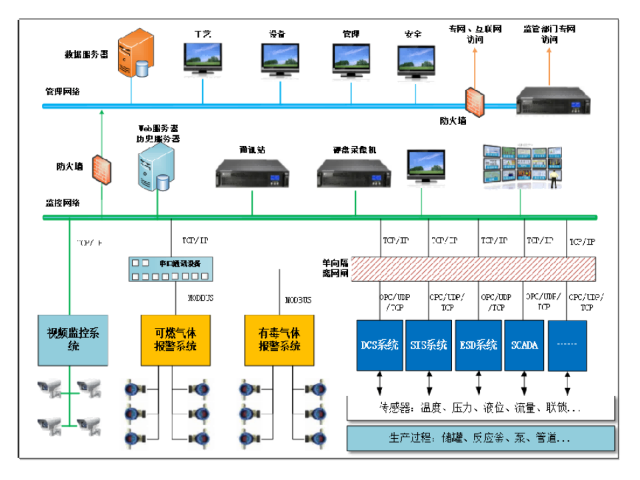
安全风险监测预警系统的风险监测预警模块通过多维数据采集与实时分析技术,帮助企业实现更加有效的安全风险主动防控。该模块可以对化工生产中的各类关键设备和重要工艺流程进行24小时实时监控,涵盖了重大危险源、危险化工工艺、储罐、反应装置等关键节点。通过准确监测温度、压力、液位、气体浓度等多项安全指标,系统能够准确识别潜在的安全隐患,并结合设定的报警阈值,及时触发预警机制。当系统检测到任何异常情况,如设备运行异常、气体泄漏、温度过高或压力过大等情况时,便会迅速推送警报至管理人员的终端,提醒相关人员采取迅速有效的应对措施。系统通过自定义报警参数,帮助企业根据不同的生产环境和风险级别灵活调整报警等级和触发条件,使得每一项报警都能更加准确地反映出潜在的安全问题。上线安全风险监测预警系统管理系统
- 陕西智能电子巡检管理系统供应 2025-05-24
- 专注电子巡检管理系统内容 2025-05-24
- 综合设备完整性管理与预测性维修系统应用 2025-05-23
- 市场电子巡检管理系统概况 2025-05-23
- 网上作业票系统业务流程 2025-05-23
- 山东电子巡检管理系统案例 2025-05-23
- 甘肃设备完整性管理与预测性维修系统选择 2025-05-23
- 新疆解决双重预防机制管理 2025-05-23
- 甘肃项目安全教育培训系统 2025-05-23
- 黑龙江钢铁作业票系统构成 2025-05-23
- 江门高校保安公司咨询 2025-05-31
- 东乌珠穆沁旗代理记账价位 2025-05-31
- 福建贸易咨询服务一体化 2025-05-31
- 技术服务报价 2025-05-31
- 无锡互联网订单管理软件订制价格 2025-05-31
- 辽宁家政服务创业一站式咨询 2025-05-31
- 阳江钢筋工找工地直招 2025-05-31
- 无锡无线控制器多少钱 2025-05-31
- 东平数据数字化企业转型包含 2025-05-31
- 陕西信息医院管理软件代理品牌 2025-05-31