企业安全风险监测预警系统技术
安全风险监测预警系统在数据异常处理方面表现出色,能够实时识别并报警,确保潜在问题及时被发现。系统内置的异常报警模块能够对采集到的实时数据进行分析,快速判断出任何超出阈值或具有异常波动的情况,并立即触发报警信号。报警信息可以通过系统平台推送至管理人员的终端设备,如手机、电脑或报警器,确保信息传递的及时性。企业安全管理者不仅可以迅速获知报警内容,还能直接通过平台查看相关数据的历史记录和趋势分析,进一步确认问题的严重程度。这种高效的报警机制极大地提升了化工企业的安全响应能力。通过多层次报警类型设置,安全风险监测预警系统能够灵活应对多样化的生产安全管理需求。企业安全风险监测预警系统技术

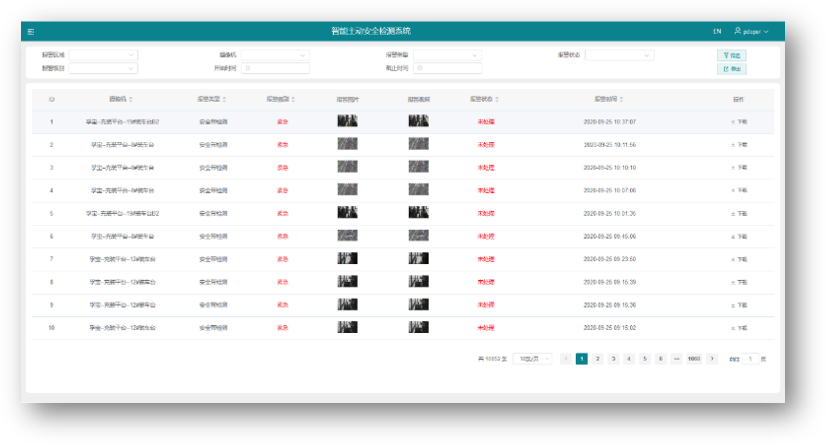
安全风险监测预警系统的传感设备管理模块为企业提供了一套高效的设备管理解决方案,有助于优化传感设备的运维流程,确保监控网络的高效运转。该模块支持企业根据不同监控对象的具体需求,灵活配置各类传感设备,涵盖气体监测、温度感应、液位监控、压力监测等多种功能领域。这一模块的另一个特点是支持批量操作与分类管理。对于大规模分布的传感设备,系统可以通过分类标签对设备进行分组管理,例如按监控区域、设备类型或安装日期进行归类。这种灵活的管理方式,让用户能够快速定位特定设备,提高操作效率。甘肃实用安全风险监测预警系统哪个好安全风险监测预警系统通过报警统计功能,提供安全趋势分析支持。
安全风险监测预警系统的摄像头设备管理模块,为企业提供了一套智能化、精细化的监控解决方案,提升了作业现场的安全管控能力。该模块支持根据不同监控区域的需求,灵活配置数字摄像头或模拟摄像头,充分覆盖包括罐区、老旧装置、生产车间等关键场所,确保这些重点区域始终处于有效监控之下。系统能够详细记录每个摄像头的关键信息,如设备编码、IP地址、播放地址及在线状态等,帮助企业建立完善的监控设备档案。同时,系统支持实时查看视频画面,用户可以通过操作界面随时调用监控画面,快速掌握现场动态。此外,系统提供画质调整及视角切换功能,确保监控画面的清晰度和灵活性,满足多场景下的监控需求。摄像头设备管理模块还整合了异常检测功能。通过智能分析技术,系统能够自动识别监控画面中的异常情况,如设备故障、画面遮挡或监控盲区等。一旦发生异常,系统会立即生成报警信息,并将异常画面推送至管理终端,帮助用户快速定位问题并及时处理。这种实时报警功能,不仅降低了监控盲区的存在风险,还为企业应对突发事件提供了强有力的技术支持。
通过多层次报警类型设置,系统能够灵活应对多样化的生产安全管理需求。安全风险监测预警系统支持多层次报警类型设置,可根据不同设备和工艺的特点,灵活配置高高报警、高报警、低报警及离线报警等多种模式。例如,对于需要严格控制温度的设备,可设置高高报警;而对于储存罐液位过低的情况,则可设置低报警。这种多层次报警类型的设置,使得系统能够精确区分不同风险等级,避免过度报警或漏报情况的发生,满足了多样化的生产安全管理需求。安全风险监测预警系统支持温度、压力、液位、有毒气体等多维度监测,确保危险指标的准确捕捉与动态追踪。

安全风险监测预警系统通过预警管理功能,将实时报警信息及时推送至相关负责人终端设备,例如手机、电脑或平台工作台,确保信息传递快速准确。系统的闭环管理机制覆盖报警处理的全流程,从预警的发出到隐患处理的跟踪记录,再到销警和存档,所有环节都有据可查。管理者能够随时查看报警处理进度,确保责任到人、处理到位。这样的闭环管理模式不仅提升了安全隐患处理的透明度和效率,还为后续优化安全管理策略提供了可靠的数据支持。安全风险监测预警系统中摄像头设备管理模块支持查看监控设备的IP地址、播放地址及在线状态。企业安全风险监测预警系统技术
安全风险监测预警系统能够预测安全趋势,帮助企业及时采取防范措施。企业安全风险监测预警系统技术
安全风险监测预警系统在实时气体监测方面展现了专业性与实用性,为化工企业的安全管理提供了多方面支持。该系统能够准确监测生产现场的有毒气体与可燃气体浓度,通过高灵敏度传感器实时采集数据,确保气体参数的动态更新。管理人员可以通过系统生成的直观图表迅速了解气体分布及变化趋势,实时掌握生产现场的环境状态。系统的交互功能进一步增强了其实用性。点击不同的监测类别后,用户能够查看具体气体的来源及其相关的安全数据,包括气体浓度的波动范围、异常报警记录以及处理建议。这些详细信息为管理人员提供了准确的风险排查依据,帮助他们快速定位潜在问题区域并采取有效的防控措施。此外,该功能在应对突发气体泄漏等紧急情况时也尤为重要。通过对气体浓度的异常变化进行实时报警,系统能够及时提醒相关人员采取必要的应急措施,有效降低对人员与环境的潜在危害。这不仅提升了企业的安全管理能力,也为企业的可持续运营提供了强有力的技术支持。企业安全风险监测预警系统技术
- 陕西智能电子巡检管理系统供应 2025-05-24
- 专注电子巡检管理系统内容 2025-05-24
- 综合设备完整性管理与预测性维修系统应用 2025-05-23
- 市场电子巡检管理系统概况 2025-05-23
- 网上作业票系统业务流程 2025-05-23
- 山东电子巡检管理系统案例 2025-05-23
- 甘肃设备完整性管理与预测性维修系统选择 2025-05-23
- 新疆解决双重预防机制管理 2025-05-23
- 甘肃项目安全教育培训系统 2025-05-23
- 黑龙江钢铁作业票系统构成 2025-05-23
- 苏州张家港大酒店查询 2025-06-01
- 无锡常规普通货物仓储服务现价 2025-06-01
- 甘南迭部县怎样加盟学堂派AI自习室招商清华资源 2025-06-01
- 常山企业企业数字化转型 2025-06-01
- 嘉善哪里外墙清洗一体化 2025-06-01
- 奉贤区一站式室内装修材料检测五星服务 2025-06-01
- 成都电器类交替传译电话 2025-06-01
- 兰州空压机租赁排名 2025-06-01
- 吴中区哪个高新企业认证怎么样 2025-06-01
- 安吉通勤租车平台 2025-06-01