安全风险监测预警系统商家
传感设备管理功能为企业的安全监控提供了坚实的基础。通过系统平台,用户可以查看每个传感设备的详细信息,例如设备名称、厂家、安装位置、编号及维护记录等。这种详细的设备档案管理,不仅便于企业随时核查设备信息,还能为设备维护和更换提供重要依据。此外,系统支持设备状态的实时更新,及时反馈设备是否正常运行或需要维护,从而避免因设备故障而导致的安全隐患。这种精细化的设备管理模式,为企业的安全监控工作提供了强有力的支持。安全风险监测预警系统提供传感设备管理功能,可精确记录设备信息,包括安装位置与设备编号。安全风险监测预警系统商家
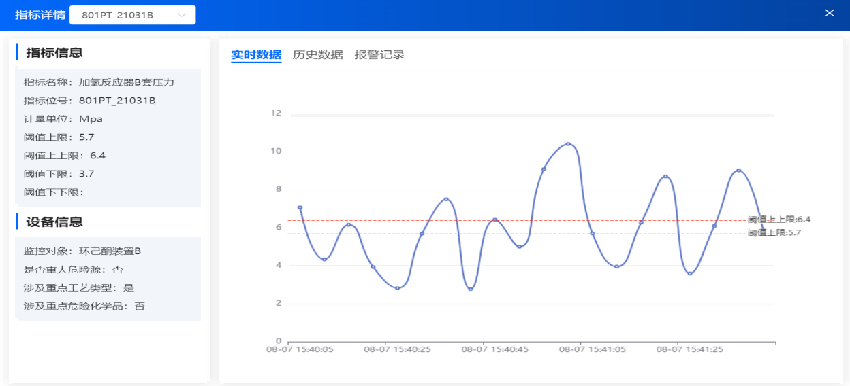
安全风险监测预警系统以准确的数据采集功能为中心,完整覆盖罐体、气体及危险工艺的监测需求。通过高精度传感设备的布控,系统能够将储罐液位、压力、温度以及气体浓度等关键参数进行不间断采集,并实时上传至数据中心。特别是对于涉及危险化学品的储存区域和生产装置,系统的实时监测功能可以有效避免因参数波动或设备故障导致的重大事故。与此同时,系统的智能分析模块可以对采集到的参数进行综合评估,筛选出潜在的风险信号并触发报警机制,及时通知相关管理人员采取应对措施,从而保障化工企业生产与储存的安全性和可靠性。全过程安全风险监测预警系统商家安全风险监测预警系统通过实时监测功能,保障危险化学品的存储及生产装置的安全管理。

安全风险监测预警系统在数据异常处理方面表现出色,能够实时识别并报警,确保潜在问题及时被发现。系统内置的异常报警模块能够对采集到的实时数据进行分析,快速判断出任何超出阈值或具有异常波动的情况,并立即触发报警信号。报警信息可以通过系统平台推送至管理人员的终端设备,如手机、电脑或报警器,确保信息传递的及时性。企业安全管理者不仅可以迅速获知报警内容,还能直接通过平台查看相关数据的历史记录和趋势分析,进一步确认问题的严重程度。这种高效的报警机制极大地提升了化工企业的安全响应能力。
在危险工艺监测领域,安全风险监测预警系统通过实时跟踪生产装置的运行状态,记录相关工艺类型以及关键监测指标的动态变化,为企业提供了可靠的安全保障。分模块的监测方式使系统能够针对不同的工艺环节进行准确的数据采集与分析,并将复杂的生产过程转化为直观的可视化数据图表,便于管理人员迅速掌握设备的运行详情。在异常工艺环节或未处理预警出现时,系统会主动触发提示信息,并通过多终端推送提醒用户及时采取必要的应对措施。这种主动预警机制明显提升了管理效率,有助于防止潜在隐患进一步扩大。与此同时,系统还可以对历史数据进行分析,为企业优化工艺流程和提升运行效率提供科学依据。通过这一功能,企业不仅能够保障作业的合规性与安全性,还能在安全管理中实现精细化与智能化的跨越。安全风险监测预警系统在危险化工工艺领域的应用,不仅降低了生产过程中的安全风险,也为企业的长远发展奠定了坚实的基础。安全风险监测预警系统支持危化品安全生产的主动监测,提升企业整体安全生产效率。

物联设备管理模块帮助企业全面掌控车间、厂区、库房等重点区域的实时监控状态。物联设备管理模块是安全风险监测预警系统中的关键部分,通过集成多种传感器设备和监控设备,实现对企业重点区域的完整覆盖。系统能够实时显示各区域的监控状态,包括设备运行情况、报警信息及在线状态等,管理者可以通过平台随时掌握各区域的动态情况。此外,系统还支持远程控制和状态调整,提升了管理的灵活性与便利性。这种监控能力,帮助企业建立起对重点区域的高效管控机制,确保安全管理无死角。安全风险监测预警系统支持监测设备的报警汇总与隐患处理表单提交,提升响应效率。全过程安全风险监测预警系统
安全风险监测预警系统保障危险化学品储存与生产装置的安全运行。安全风险监测预警系统商家
安全风险监测预警系统的风险监测预警模块通过多维数据采集与实时分析技术,帮助企业实现更加有效的安全风险主动防控。该模块可以对化工生产中的各类关键设备和重要工艺流程进行24小时实时监控,涵盖了重大危险源、危险化工工艺、储罐、反应装置等关键节点。通过准确监测温度、压力、液位、气体浓度等多项安全指标,系统能够准确识别潜在的安全隐患,并结合设定的报警阈值,及时触发预警机制。当系统检测到任何异常情况,如设备运行异常、气体泄漏、温度过高或压力过大等情况时,便会迅速推送警报至管理人员的终端,提醒相关人员采取迅速有效的应对措施。系统通过自定义报警参数,帮助企业根据不同的生产环境和风险级别灵活调整报警等级和触发条件,使得每一项报警都能更加准确地反映出潜在的安全问题。安全风险监测预警系统商家
- 陕西智能电子巡检管理系统供应 2025-05-24
- 专注电子巡检管理系统内容 2025-05-24
- 综合设备完整性管理与预测性维修系统应用 2025-05-23
- 市场电子巡检管理系统概况 2025-05-23
- 网上作业票系统业务流程 2025-05-23
- 山东电子巡检管理系统案例 2025-05-23
- 甘肃设备完整性管理与预测性维修系统选择 2025-05-23
- 新疆解决双重预防机制管理 2025-05-23
- 甘肃项目安全教育培训系统 2025-05-23
- 黑龙江钢铁作业票系统构成 2025-05-23
- 吉林真实干细胞抗老方案 2025-06-01
- 庆阳市西峰区如何加盟学堂派AI自习室招商托教增值合规项目 2025-06-01
- 山东电视机制造失效分析零缺陷管理 2025-06-01
- 湛江家庭水电安装工程 2025-06-01
- 上海新型自动化立体仓库价格 2025-06-01
- 高新区装修施工许可证代办手续 2025-06-01
- 昭通智慧档案馆包括什么 2025-06-01
- 石嘴山定制化数字营销价格 2025-06-01
- 印尼市场咨询全球化数字咨询专业人员魔声咨询流量增长专业人员 2025-06-01
- 江苏各类细胞**修护项目 2025-06-01