四川涂层加工方案
耐磨陶瓷涂层的施工工艺相对比较简单,具体的施工步骤如下:1.需将金属表面采用喷砂或者磨光机打磨等方法处理干净,需均匀露出金属光泽。2.将陶瓷涂层按比例从桶内取出,A组份为4,B组份为1,每次配料总重量控制在5公斤左右,将AB耐磨涂层充分搅拌均匀,使固化剂能充分发挥作用。3.将搅拌后的陶瓷涂层用油灰刀或刮刀用力均匀涂抹在金属表面,注意每次刮涂的衔接须连接好,不能出现空洞或者重复刮涂的现象,以保证材料能均匀涂抹在金属表面并与金属粘合牢固。4.表面检查,施工后的耐磨涂层表面需平整无空洞,不能有漏点或高低不平的现象。5.保养,陶瓷涂层需保养24小时才能投入使用,以使材料达到理想性能。耐磨涂层的加工方法主要有:新型的微弧氧化。四川涂层加工方案
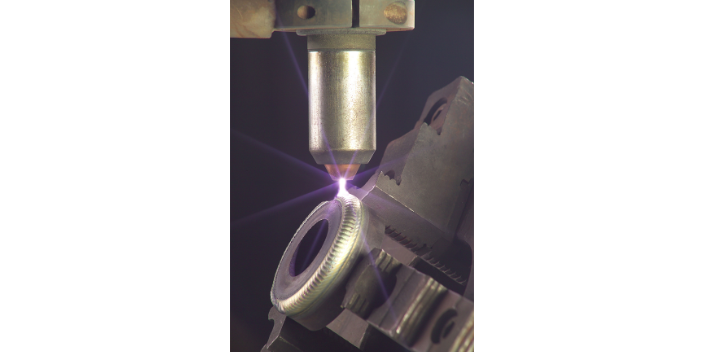
热喷涂耐磨涂层封孔:作为热喷涂的一种后处理工序,封孔作业的主要内容是封孔剂的选择和施工方法。如果某些工件喷涂后还需要车削或磨削时,封孔应在此之前实施,以防涂层孔隙污染,保证更好、更干净的磨削光洁度。当喷涂陶瓷涂层用于绝缘的情况下,封孔能维持涂层的介电常数。否则,涂层孔隙将会吸湿或遭污染,形成涂层中不希望的导电通道。此外,对于泵或液压机等设备,封孔还防止液体和压力的密封泄漏。涂层检测合格后,用具有防磨、防腐性能材料进行封孔。操作注意事项:作业要严格按照作业指导书进行。空压机及送丝盘及送丝情况设专人监护,施工期间要有专人监护。喷涂前的试喷不影响锅炉主辅设备。碳化钽涂层加工在挑选耐磨涂层厂家时需注意看厂家可靠技术实力表现。
涂层(coating)是涂料一次施涂所得到的固态连续膜,一般涂料所得涂层较薄,约在20~50微米,厚浆型涂料一次可得厚达1毫米以上的涂层。涂层是为了防护、绝缘、装饰等目的涂布于金属、织物、塑料等基体上的塑料薄层,依据所用涂料种类有不同的称呼,如底漆的涂层称为底漆层,面漆的涂层称为面漆层。涂料可以为气态、液态、固态,通常根据需要喷涂的基质决定涂料的种类和状态。涂层的特点是涂层薄膜与刀具基体相结合,提高刀具的耐磨性而不降低基体的韧性,从而降低刀具与工件的摩擦因素,延长刀具的使用寿命。此外,由于涂层自身的热传导系数比刀具基体和加工材料低的多,能有效减少摩擦所产生的热量,形成热屏障,改变热量的散失途径,从而降低刀具与工件、刀具与切削之间的热冲击和力冲击,有效地改善刀具的使用性能。
模具表面涂层处理需要注意什么问题?注意事项一,选择正规加工厂。模具表面涂层处理本身就不是一件容易的事情,而且这样的加工也要利用上不同类型的材料和设备,所以我们尽量可以和正规的厂家来合作。这类厂家的能力较强,也可以为我们提供多种类型的表面处理,效果上不用我们担心。大型厂家的费用透明,我们与之合作也可以对比好收费情况。注意事项二,选择合适加工模式。日常我们可以了解到的模具表面涂层处理一般都是纳米合金涂层、镍铬合金涂层等等,选择了不同的表面加工模式不同,价格方面还是会有很大的差异性。厂家会直接告知我们相应的报价,但是具体加工模式还是要我们自己来进行确认,以保证好的加工效果。注意事项三,加工价格提前确定。模具表面涂层处理加工费用我们必须要提前确定好,对方的加工模式和能力,以及报价我们都要提前衡量好。所以我们在合作之前,一定要确定好加工的收费情况,然后看哪个厂家的报价合理,选择高性价比的厂家来进行合作才是更好的。涂层按功能可分为抗大气和浸渍腐蚀涂层。

金属表面耐磨涂层有哪些?纳米陶瓷涂层:纳米陶瓷涂层是一种经过化学反应而形成的耐高温的陶瓷涂层材料。这种涂层在高温的环境下是具有非常好的耐高温隔热效果的。二这种涂层对于腐蚀条件比较恶劣的环境下也是可以有效地进行防护作用的。这种纳米涂层是可以加工制造成很多种工具还有涂料的,加工制成后的成品的智能是非常好的。碳化钨合金涂层:碳化钨合金涂层的磨损性能是不管哪一个层面,哪一种种类的磨损,都是在涂层里是较好的。并且随着碳合物的增加,让他的耐磨性能更加的完善。但是随着其他方面的增加负荷,碳合物的耐磨性明显的降低了,但是在加入其他的化学物品后变成了复合的涂层材料,性能比一开始更加疲劳耐磨损。耐高温涂层材料可以作为陶瓷、玻璃、金属等粘合剂。陕西涂层设备
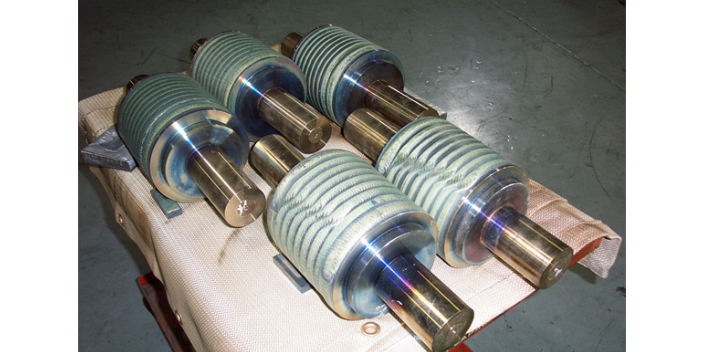
高温电绝缘涂层已在电子方面获得了普遍的应用。四川涂层加工方案
涂层厚度:TiN涂层厚度对其硬度的影响极大,涂层太薄,在外力作用下涂层容易变形剥落;涂层太厚,则处于高的应力状态,其抗变形、抗剥落能力将会下降,并且涂层容易变脆。通常单一硬质PVD或CVD涂层的厚度在1~10μm之间,多层涂层的单层厚度一般不超过5μm。在TiN涂层制备过程中,影响涂层厚度的因素是多方面的,如在多弧离子镀制备TiN涂层时,当工件与靶源的距离靠近涂层厚度将增大;随着镀层时间的延长涂层厚度将增大。通常在靶源数量、基体与靶源距离确定的情况下,可通过调整电弧电流及镀层时间来获得一定厚度的涂层。四川涂层加工方案
- 辽宁无缝司太立合金哪家好 2025-06-06
- 内蒙古自保护司太立合金酸性 2025-06-06
- 上海无缝司太立合金酸性 2025-06-06
- 黑龙江耐磨司太立合金生产厂家 2025-06-06
- 江苏碳钢司太立合金碱性 2025-05-06
- 无缝司太立合金多少钱一盘 2025-05-06
- 天津气保护司太立合金 2025-05-06
- 北京耐蚀司太立合金报价 2025-05-06
- 河北碳钢司太立合金公司 2025-05-06
- 北京碳钢司太立合金 2025-05-06
- 惠山区质量不锈钢天沟水槽销售 2025-06-10
- 江阴质量智能化拉丝机组大概费用 2025-06-10
- 机筒镍基自熔合金粉末渠道 2025-06-10
- 印尼细颗粒硅砂批发 2025-06-10
- 江苏生产氧化石墨烯导热 2025-06-10
- 甘肃超白夹胶玻璃供应 2025-06-10
- 江苏定制不锈钢花纹板供应商 2025-06-10
- 单层石墨烯类型 2025-06-10
- 球型铜粉厂价 2025-06-10
- 长沙质量好的微米银包铜粉市场报价 2025-06-10