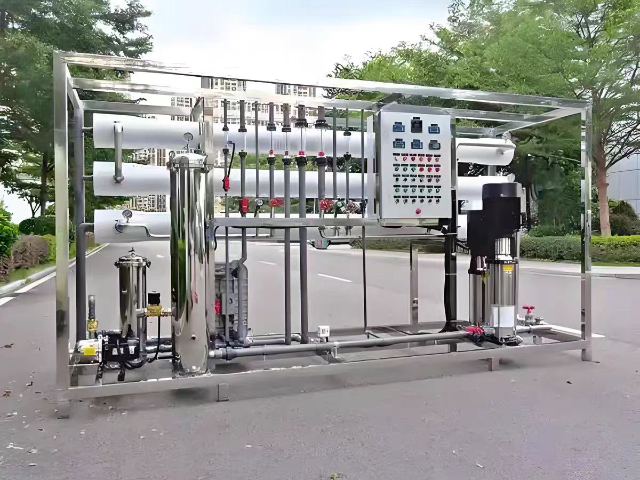
超纯水设备
全球表面清洗纯水设备市场保持稳定增长,预计2026年规模将达9.5亿美元,年增长率8.3%。这一增长主要受三大因素驱动:半导体产业扩张、新能源设备需求增长和精密制造升级。技术发展呈现四大趋势:一是"零排放"系统,通过膜蒸馏和电解氧化实现废水100%回用;二是"数字化管理",基于云平台的智能监控系统可降低30%运维成本;三是"特种分离"技术,如分子筛膜选择性去除特定杂质;四是"小型集成化"系统,满足研发实验室灵活需求。材料创新方面,石墨烯复合膜将使用寿命延长至7年;自清洁纳米涂层使管道维护周期延长3倍。市场竞争格局正在重塑:国际品牌如威立雅、怡口面临本土企业的强力竞争,这些国内企业凭借更快的服务响应和成本优势,正在高 端 市场取得突破。未来三年,随着第三代半导体和MicroLED等新技术的产业化,表面清洗纯水设备将向更智能、更精密、更可持续的方向发展,为先进制造提供关键支撑。专 家 预测,具备AI水质调控、数字孪生等创新功能的智能系统将成为下一代设备的标配。益民环保超纯水设备采用节能设计,比传统设备节水30%以上。超纯水设备

锂电池生产的连续化特性要求超纯水系统具备"零故障"运行能力,这催生了智能化运维体系。系统配置50+个在线监测点,包括高精度质谱仪(检测ppt级金属离子)、纳米粒子计数器(0.02μm分辨率)和微生物快速检测模块,数据通过工业互联网平台实时传输至MES系统。AI算法通过分析10万+组历史数据,可提前48小时预测树脂失效或膜污染风险,使计划外停机减少70%。在质量控制方面,实施"三线防御"策略:原料水进行21项指标全检,过程水每15分钟自动采样分析,使用点安装冗余传感器交叉验证。某GWh级电池工厂的实践表明,该体系使水质异常响应时间从8小时缩短至15分钟,产品不良率下降40%。特别在4680大圆柱电池生产中,创新的"水足迹追溯系统"可关联每批次电解液与所用超纯水的完整质量档案,为工艺优化提供数据支撑。这种数字化管理能力正成为头部电池厂的标配要求。江苏实验室超纯水设备多少钱公司提供超纯水设备定期维护保养服务,延长设备使用寿命。
现代电镀超纯水系统在核 心 技术上取得重大突破。预处理环节采用"高效沉淀+特种吸附"组合工艺,可去除99%的重金属离子和络合剂;反渗透系统创新使用抗污染复合膜,耐受pH1-13的极端工况;EDI模块采用三维电极结构,使产水电阻率波动控制在±0.5 MΩ·cm以内。在终端处理方面,创新的"紫外催化氧化+超滤"系统将TOC稳定控制在5 ppb以下,而采用PVDF材质的分配管路彻底杜绝金属离子析出。目前技术突破包括:① 智能变频控制技术,节能40%以上;② 物联网远程监控平台,实现水质异常实时预警;③ 模块化设计使设备扩容时间缩短60%。某大型电镀园的实测数据显示,采用新一代系统后镀件不良率从3‰降至0.5‰,废水回用率提升至85%。针对特殊工艺如PCB电镀,系统还集成选择性离子交换柱,可精确控制铜、锡等特定金属离子含量。
化学工业用超纯水系统在技术上实现了多项重大创新。预处理环节采用"多介质过滤+电吸附"的组合工艺,可有效去除原水中的胶体、有机物和90%以上的离子;核 心 纯化单元普遍使用抗污染型反渗透膜,配合创新的"倒极电去离子(EDR)"技术,使系统脱盐率稳定在99.8%以上。在终端处理方面,新型"紫外光催化氧化+超滤"系统可将TOC降至1 ppb以下,满足高 端 化学分析需求。如今新技术突破包括:① 石墨烯量子筛膜技术,选择性去除特定离子效率提升50%;② 智能自清洁系统,通过AI算法预测膜污染并自动启动清洗程序;③ 模块化设计使设备扩容时间缩短70%。某大型石化企业的应用案例显示,采用新一代超纯水系统后,催化剂制备用水合格率从99.2%提升至99.9%,每年节省维护费用超百万元。在特殊化学品生产领域,创新的"氮气保护循环系统"可有效防止高纯水在输送过程中吸收二氧化碳,确保水质稳定性。我们的超纯水设备支持远程监控功能,方便随时掌握设备运行状态。

全球锂电池超纯水设备市场规模预计2025年将突破12亿美元,年增长率18%,远超其他工业领域。这一爆发式增长主要受动力电池产能扩张驱动,中国2023年新建锂电池项目就带来超5亿美元设备需求。技术演进呈现三大趋势:一是"零排放"系统,通过膜蒸馏结晶实现废水100%回用,宁德时代工厂已实现吨电池耗水下降至1.5吨;二是"纳米级纯化",如碳纳米管离子筛可选择性去除特定金属离子;三是"分布式供水",模块化设备直接嵌入电极制备车间,减少管路污染风险。市场竞争格局剧变:传统水处理巨头如懿华、苏伊士正被锂电专业供应商挑战,这些新锐企业更精通浆料特性与水质关联性。未来三年,随着钠电池、固态电池等新技术产业化,对超纯水设备将提出更特殊要求——如钠离子控制、聚合物相容性等,这或催生新一代"电化学-膜分离"复合系统,推动行业进入技术迭代加速期。益民环保提供超纯水设备操作培训服务,确保客户正确使用。食品行业超纯水设备销售公司
益民环保超纯水设备符合GMP认证标准,满足医药行业严格用水要求。超纯水设备
现代医疗超纯水系统在技术上实现了多项重大突破。预处理环节采用"超滤+活性炭"的组合工艺,可有效去除原水中的微生物、有机物和余氯;纯化单元普遍使用双级反渗透系统,脱盐率可达99.5%以上。在消毒灭菌方面,创新的"臭氧+紫外线+巴氏消毒"三重保障机制成为行业标配,其中254nm紫外灯可杀灭99.9%的病原微生物。如今技术趋势包括:① 采用智能变频控制技术,能耗降低30%;② 整合物联网远程监控系统,可实时预警水质异常;③ 模块化设计使得设备占地面积减少40%。某三甲医院的实践案例显示,其新建血液透析中心采用第五代超纯水系统后,透析用水合格率从98.5%提升至99.9%,设备维护成本降低20%。特别值得注意的是,随着如今医疗的发展,对实验室分析用水的纯度要求不断提高,促使设备厂商开发出TOC<3 ppb的超高纯水系统,满足基因测序、质谱分析等检测需求。超纯水设备
- 浙江大型太阳能热水设备哪里买 2025-08-01
- 福建大型太阳能热水设备工厂 2025-07-31
- 湖北美的空气能热泵热水推荐 2025-07-31
- 河南单级反渗透设备哪里买 2025-07-31
- 浙江电子光学超纯水设备厂家 2025-07-31
- 湖南格力空气能热泵热水 2025-07-31
- 江苏超纯水设备多少钱 2025-07-31
- 广东工厂空气能热泵热水厂家 2025-07-31
- 安徽学生宿舍空气能热泵热水销售公司 2025-07-31
- 浙江RO反渗透净水器推荐 2025-07-31
- 姑苏区质量洁净环境检测报价 2025-08-01
- 安徽固定污染源烟气排放连续监测系统维护 2025-08-01
- 陕西洗煤厂用聚合氯化铝生产厂家 2025-08-01
- 黑龙江能源废气处理设备工厂直销 2025-08-01
- 吴中区本地压缩空气检测供应商 2025-08-01
- 上海智能模具水路清洗机多少钱 2025-08-01
- 镇江污泥浓度分析仪仪器 2025-08-01
- 湖北印染废水气浮机供应 2025-08-01
- 滁州无尘涂掌手套批发价格 2025-08-01
- 福州水处理设备售价 2025-08-01