食品行业超纯水设备哪里买
半导体制造对水质的要求极为严苛,超纯水设备在此领域扮演着“生命线”角色。芯片生产过程中,超纯水用于晶圆清洗、刻蚀液配制及设备冷却,任何微量杂质都可能导致电路短路或良率下降。例如,水中钠离子浓度需低于0.1 ppb(十亿分之一),颗粒物尺寸需控制在0.05微米以下。为此,半导体级超纯水设备通常配备双级RO-EDI系统、脱气装置和纳米级过滤单元,同时采用全封闭管道设计防止二次污染。随着5nm及以下制程的普及,设备还需集成在线TOC(总有机碳)监测和实时水质反馈系统。据统计,一座先进晶圆厂每日超纯水消耗量可达万吨级,其设备投资占比高达厂务系统的15%-20%,凸显了该技术对产业的重要支撑作用。 我们的超纯水设备采用防漏设计,使用安全可靠。食品行业超纯水设备哪里买

食品工业各细分领域对超纯水有着差异化的特殊需求,催生了多样化的定制解决方案。在饮料生产中,需要重点去除影响口感的钙镁离子和有机物,设备需配置特殊的软化树脂和活性炭过滤器;乳制品加工对水中溶解氧含量极为敏感,系统需集成真空脱气装置;而调味品酿造则要求控制水中特定离子浓度,需要配备离子选择性 交换柱。针对这些特殊需求,领 先厂商开发了"产线适配"系统:果汁生产线配套强化除铁锰装置;啤酒酿造系统集成硅酸盐专 用去除模块;速冻食品设备配备深度过滤单元。某跨国食品集团的实践表明,这种定制化解决方案使产品合格率提升2.3个百分点,能耗降低18%。更专业化的应用如矿泉水生产,要求超纯水设备在去除污染物的同时保留有益矿物质,这催生了创新的"选择性膜分离"技术,可精确控制水中矿物质含量和比例。随着功能性食品的兴起,具有调节pH值、富含微量元素等特殊功能的定制水处理系统正在成为行业新宠。湖北水处理超纯水设备益民环保超纯水设备配备在线水质监测系统,实时监控水质变化。
全球生物制药超纯水设备市场正迎来快速增长期,预计2027年市场规模将达到28亿美元,年复合增长率8.5%。这一增长主要受生物药研发热潮和各国GMP标准升级驱动。技术发展呈现三大趋势:一是"连续制造"理念的普及,推动水系统向24/7不间断运行方向发展;二是"数字化工厂"建设需求,促使水系统与MES、ERP深度集成;三是"可持续发展"要求,催生低能耗、零废水的新型纯化技术。在创新材料方面,石墨烯膜蒸馏技术可将能耗降低40%;自清洁纳米涂层可延长设备维护周期3倍。市场格局也在发生变化:传统巨头如西门子、赛多利斯面临新兴企业的挑战,这些创新企业主打模块化、智能化解决方案。特别值得注意的是,随着细胞和基因医疗等前沿领域的发展,对超纯水的质量要求将进一步提高,可能催生新一代"纳米级纯化"技术。未来五年,生物制药水系统将朝着更智能、更精确、更绿色的方向快速发展,成为保障药品质量的关键支撑。
半导体级超纯水系统的运维管理已进入数字化智能时代。先进的监控系统可实时追踪200+个水质参数,包括在线激光颗粒计数器(监测0.02μm粒子)、高灵敏度离子色谱仪(检测ppt级杂质)和TOC荧光分析仪。通过工业物联网(IIoT)平台,这些数据与设备运行状态信息共同构成数字孪生模型,利用机器学习算法预测膜污染趋势、优化化学清洗周期。某头部晶圆厂的实践表明,智能运维系统可将非计划停机时间缩短60%,树脂更换周期延长30%。在质量控制方面,行业普遍采用"3D水质管理"模式:纵向实现从原水到使用点的全程监控;横向覆盖所有并联处理单元的一致性;时间维度上建立长达10年的水质大数据分析库。更严格的是,对于EUV光刻工艺用水,还需执行"单晶圆追溯"制度,每片晶圆使用的超纯水都需记录完整的质量档案,这种追溯能力已成为3nm工厂的标准配置。公司超纯水设备采用环保材料制造,符合可持续发展理念。

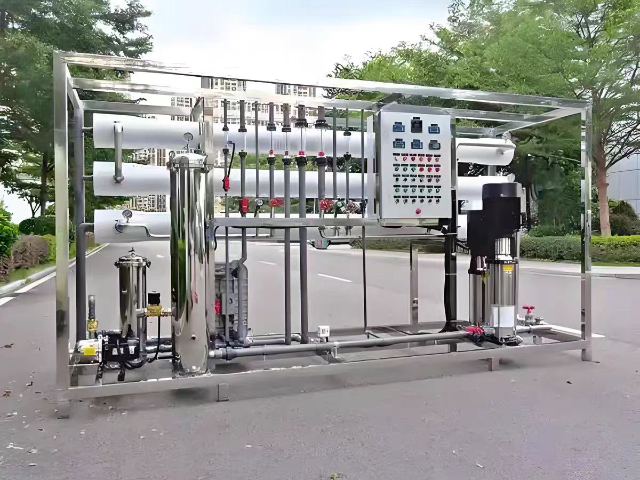
超纯水设备是通过多级净化工艺将原水中的离子、有机物、颗粒物及微生物彻底去除的高效水处理系统。其主要技术包括预处理、反渗透(RO)、电去离子(EDI)和终端精处理等环节。预处理阶段通过砂滤、活性炭吸附和软化树脂去除悬浮物、余氯和硬度;反渗透膜则能截留99%以上的溶解盐和有机物;EDI技术结合离子交换和电场作用,无需化学再生即可持续产出高纯度水;终端精处理通过紫外杀菌、超滤或抛光混床进一步确保水质电阻率达18.2 MΩ·cm(25℃)。这些工艺的协同作用使得超纯水设备在半导体、医药等领域成为不可或缺的关键设备,其技术复杂度与精度直接决定了水质的可靠性。 超纯水设备配备故障报警系统,及时发现并处理运行异常。湖南工业超纯水设备多少钱
益民环保超纯水设备采用节能设计,比传统设备节水30%以上。食品行业超纯水设备哪里买
食品工业对超纯水设备有着独特而严格的质量要求,这些标准直接关系到食品安全和产品品质。根据国家《食品安全国家标准 食品加工用水卫生标准》(GB 5749-2022)和《饮料用纯净水》(GB 17323-1998)规定,食品加工用超纯水必须满足微生物指标(菌落总数<100 CFU/mL)、理化指标(电导率≤10 μS/cm)和感官指标(无色无味)三大类要求。现代食品级超纯水设备通常采用"多介质过滤+活性炭吸附+反渗透+紫外线消毒"的工艺流程,其中反渗透膜的脱盐率需≥98%,紫外线消毒装置需保证30mJ/cm2以上的辐照剂量。值得注意的是,不同食品品类对水质有特殊要求:饮料生产需要去除影响口感的钙镁离子;乳制品加工要求控制水中溶解氧含量;速冻食品则需确保水中无悬浮物。2023年新实施的《食品生产许可审查细则》进一步强化了对水系统的在线监测要求,关键参数如余氯、pH值需实现连续监测和记录,数据保存期限不得少于2年。这些严格标准使得食品企业在水处理设备上的投入占比达到总设备投资的15%-20%。食品行业超纯水设备哪里买
东莞市益民环保设备有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在广东省等地区的环保中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来东莞市益民环保设备供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!
- 河南宾馆太阳能热水设备市面价 2025-05-28
- 湖北酒店太阳能热水设备多少钱 2025-05-28
- 湖南医院空气能热泵热水市面价 2025-05-28
- 山东办公室净水器 2025-05-28
- 福建净水反渗透设备销售公司 2025-05-28
- 安徽学生宿舍空气能热泵热水市面价 2025-05-28
- 江苏格力空气能热泵热水价格多少 2025-05-28
- 广东员工宿舍太阳能热水设备哪里买 2025-05-28
- 湖北生物制药超纯水设备厂家 2025-05-28
- 安徽学校太阳能热水设备销售公司 2025-05-28
- 广东给排水处理设备定做 2025-05-28
- 天津超滤中空纤维膜费用 2025-05-28
- 河南散尾葵花卉办公室定制 2025-05-28
- 浙江大自然雨污分流系统设备制造 2025-05-28
- 宿州消防阀门批量定制 2025-05-28
- 老鼠蟑螂消杀专业除虫公司 2025-05-28
- 消防风管加工厂 2025-05-28
- 广州污水管道牵引 2025-05-28
- 青山区英威腾UPS电池回收厂家 2025-05-28
- 海南电镀氧化生产线设备价格优惠 2025-05-28