内蒙古制造天然气制氢设备
安全风险防控与标准体系天然气制氢装置的安全管理需覆盖原料储运、反应控制及尾气处理全链条。甲烷-空气混合物极限为5-15%(V/V),需采用氮气置换系统和激光甲烷检测仪(检测限1ppm)实现双重防护。重整炉超温是主要风险源,通过在催化剂床层布置20组热电偶,配合紧急喷淋系统(响应时间<1秒),可将飞温事故概率降低至10??次/年。尾气处理方面,采用催化氧化装置将未转化甲烷和CO氧化为CO?,VOCs排放浓度可控制在5mg/Nm3以下。国内已发布《天然气制氢装置安全规范》(GB/T 37562-2019),对装置耐压等级、防爆区域划分及应急预案编制作出明确规定,推动行业安全水平提升。天然气绝热转化制氢工艺流程简单、操作方便。内蒙古制造天然气制氢设备

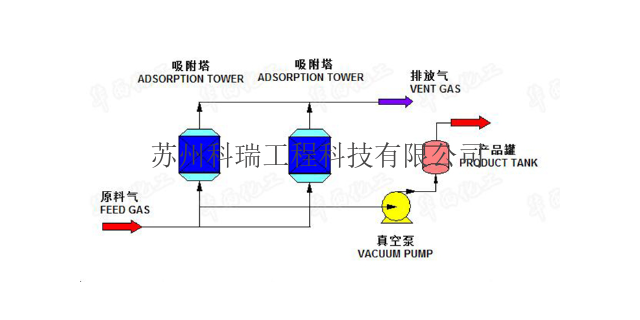
天然气制氢是当前相当有规模化应用前景的制氢技术之一,其**原理是通过重整反应将甲烷(CH?)转化为氢气(H?)和一氧化碳(CO),再通过后续工艺提纯氢气。主流工艺包括蒸汽重整(SMR)、部分氧化(POX)和自热重整(ATR)。其中,蒸汽重整技术成熟度比较高,占据全球90%以上的天然气制氢产能。该过程的**反应为:CH?+H?O→CO+3H?(重整反应)CO+H?O→CO?+H?(水煤气变换反应)典型设备系统由预处理单元、重整装置、换热网络、压力摆动吸附(PSA)单元及尾气处理系统构成。预处理单元通过脱硫、脱氯等工艺保护下游催化剂;重整装置在700-900℃高温下运行,采用镍基催化剂促进甲烷转化;PSA单元通过周期性吸附/解吸循环,将氢气纯度提升至。技术创新方面,托普索公司的SynCOR甲烷三重整工艺通过集成CO?循环,将能效提升至85%;西门子能源开发的Silyzer技术,采用微通道反应器实现体积缩小50%。湖南自热式天然气制氢设备天然气制氢设备应用场景。

为提高制氢系统的整体性能,制氢设备的集成化设计成为趋势。集成化制氢设备将制氢、提纯、储存等功能模块整合在一起,实现了制氢系统的小型化和模块化。例如,将水电解制氢装置与压缩储氢装置集成,可直接产出高压氢气,减少了中间环节的能耗和成本。某分布式能源项目采用集成化制氢设备,占地面积小,安装调试方便,能够快速满足用户的用氢需求。集成化设计不仅提高了制氢系统的紧凑性和灵活性,还降低了系统的建设和运营成本,为制氢技术在更多领域的应用开辟了新道路。
近日,国内某能源巨头宣布,旗下位于西部地区的天然气制氢工厂完成技术升级与产能扩建项目。该工厂采用全新的高效转化炉技术,结合自主研发的高性能催化剂,使得天然气制氢效率大幅提高。升级后,工厂日产氢气量从原来的 5 吨提升至 8 吨,产能增长 60%。据了解,新技术优化了天然气蒸汽重整反应过程,降低了反应所需能耗,同时提高了甲烷的转化率。与传统工艺相比,新系统可将每立方米天然气转化为氢气的产量提高 15%。能源公司相关负责人表示,此次技术升级不仅提升了产能,还降低了生产成本,增强了公司在氢气市场的竞争力。随着氢能产业的快速发展,该工厂计划在未来两年内进一步扩大产能,满足日益增长的市场需求。天然气制氢设备能根据需求灵活调控氢气产量。
天然气制氢设备部件的材料升级将成为技术突破的底层支撑:耐高温腐蚀材料:新型镍基单晶合金(如Inconel740H)通过添加铌、钽等元素,将重整炉管使用温度提升至1100℃(较传统HK40合金提高150℃),同时抗渗碳性能增强3倍,使设备寿命从5年延长至10年以上。催化剂载体:碳化硅(SiC)陶瓷因其高导热性(150W/(m?K))与耐冲刷特性,逐渐替代传统氧化铝载体,用于流化床重整反应器——实测表明,SiC载体催化剂的磨损率<,较氧化铝降低一个数量级。全生命周期回收体系:设备退役后,通过真空熔炼技术回收镍基合金中的贵金属(铂、钯回收率>99%),采用湿法冶金工艺提取催化剂中的锌、铝等有价金属,同时将废耐火材料再生为建筑骨料,构建“资源-产品-再生资源”闭环。据测算,新型材料体系可使设备全生命周期成本降低25%,碳排放强度再降12%。 我国天然气制氢始于20世纪70年代,主要为合成氨提供氢气。湖南甲醇裂解天然气制氢设备
天然气部分氧化制氢工艺所消耗的能量更加少。内蒙古制造天然气制氢设备
天然气制氢技术正朝着**碳化、智能化和模块化方向演进。催化剂领域,单原子合金催化剂(Ni-Cu SAAs)将甲烷转化温度压低至650℃,同时将贵金属用量减少95%。反应器设计方面,微通道重整器(通道尺寸<500μm)通过强化传热传质,使氢气产率提升30%,设备体积缩小80%。系统集成层面,太阳能光热耦合SMR装置利用槽式集热器提供反应热,能耗接近零。产业布局上,中东地区依托廉价天然气资源建设大型出口基地,欧洲则发展分布式蓝氢网络。预计到2030年,全球天然气制氢产能将突破8000万吨/年,占氢气总供给量的45%,形成"天然气制氢-CCUS-氢能储运"的完整价值链。内蒙古制造天然气制氢设备
- 智能变压吸附提氢吸附剂在哪里 2025-06-23
- 新疆变压吸附提氢吸附剂设备价格 2025-06-23
- 湖南变压吸附提氢吸附剂设备价格 2025-06-23
- 天津撬装变压吸附提氢吸附剂 2025-06-23
- 江西变压吸附提氢吸附剂在哪里 2025-06-23
- 加工变压吸附提氢吸附剂供应商家 2025-06-23
- 新疆节能变压吸附提氢吸附剂 2025-06-23
- 宁夏甲醇变压吸附提氢吸附剂 2025-06-23
- 浙江变压吸附提氢吸附剂公司 2025-06-22
- 湖南大型变压吸附提氢吸附剂 2025-06-22
- 耐热防腐涂料答疑解惑 2025-07-04
- 湖南水性聚氨酯胶定制价格 2025-07-04
- 北京水产养殖复合盐工厂 2025-07-04
- 广东巴斯德苯磺酸生产厂家 2025-07-04
- 广州塑胶光扩散粉厂家电话 2025-07-04
- 江苏通用环保切削液市场价 2025-07-04
- 苏州白电油清洗剂白电油 2025-07-04
- 安徽缠绕环氧树脂生产厂家 2025-07-04
- 安徽反应釜半圆管定制 2025-07-04
- 福建耐高低温灌封胶售后服务 2025-07-04